Why is powder flow revolutionizing AM?
Metal and polymer 3D printing depends on an apparently trivial gesture: distributing a uniform layer of powder. When that gesture fails, even slightly, the final part may present surface defects, dimensional inaccuracies, or weak zones that require costly rework.
Two recent patents address this problem with precise engineering solutions: controlled vibrations to improve powder spreading and smart sensors to regulate the flow in real time. These are not revolutions in materials or machines, but targeted process adjustments that promise tangible impacts on quality, repeatability, and costs.
- IMPROVING FLOWABILITY OF AM POWDERS — April 1, 2026
- POWDER CONTROL FOR ADDITIVE MANUFACTURING SYSTEMS — 4 September 2025
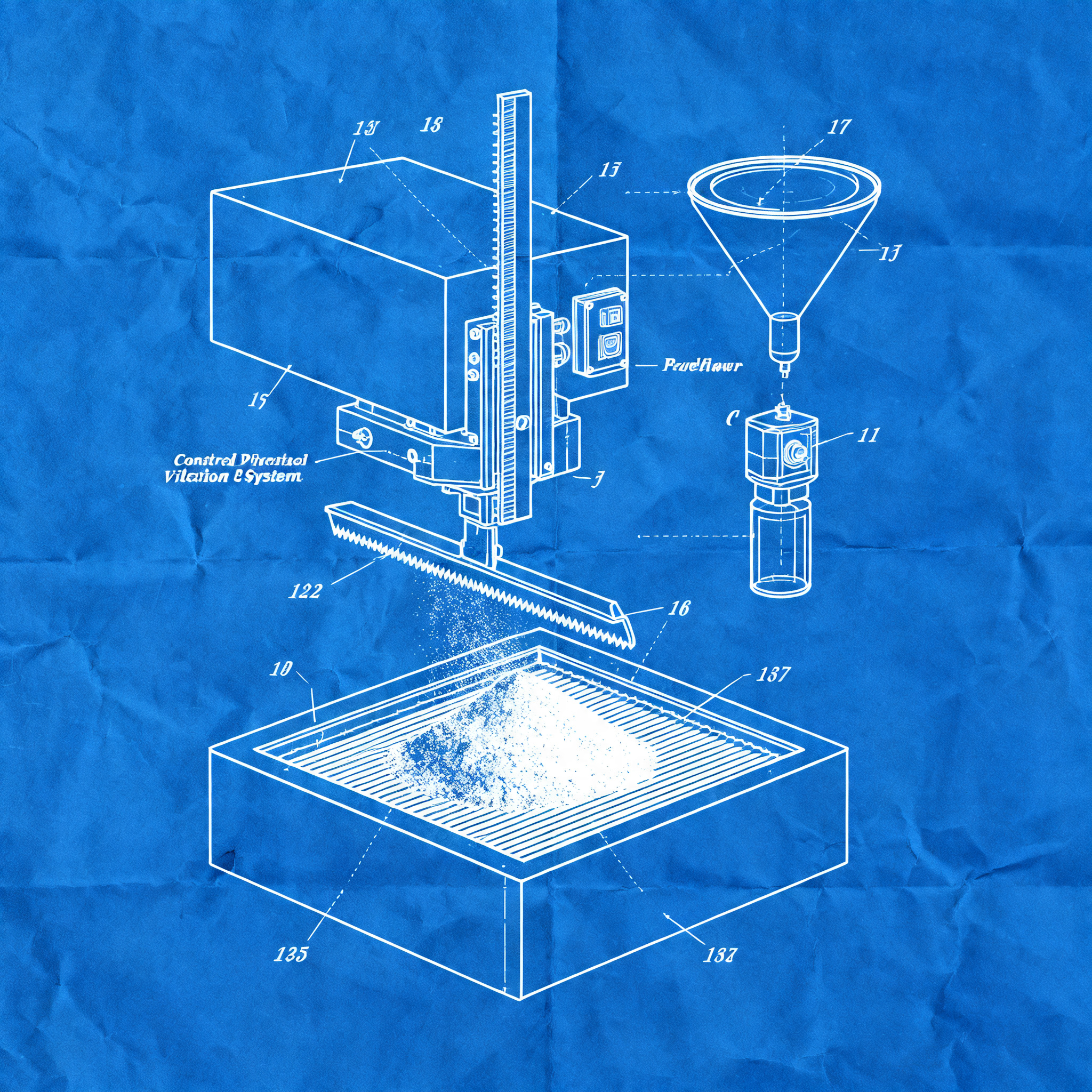
Intelligent vibrations for a perfect layer
A patented system introduces controlled vibrations into the powder distributor to improve layer homogeneity. The result: more uniform surfaces and fewer visible defects in the final parts.
The first patent describes a powder distributor equipped with a vibrating device. This component vibrates the distributor at a predetermined frequency while spreading fresh powder onto the print bed. The goal is to obtain a leveled and smooth layer, reducing irregularities that cause surface defects.
The system integrates into existing powder bed fusion machines. After the laser or electron beam has consolidated a layer, the piston lowers the build platform and the vibrating distributor spreads fresh powder. The vibration helps particles distribute more uniformly, reducing agglomerates and voids.
- Improvement of the surface quality of printed parts
- Reduction of errors due to irregular powder distribution
- Possible 15% reduction in post-print touch-ups in SLM departments
The technology is simple and applicable to existing systems. It addresses a known problem: uniform powder distribution is critical for final quality. However, the patent does not specify detailed operational parameters such as optimal frequency ranges or calibrations for different granulometries.
Real-time control of the feed rate
Sensors and predictive models regulate the powder flow based on the needs of the current layer. This approach increases dimensional accuracy and reduces material waste.
The second patent describes a system that uses sensors to monitor process characteristics during deposition. A computational device receives sensor data and, through a predictive model, determines the necessary control parameters to achieve a predetermined feed rate. The system then regulates both the energy delivery device and the powder delivery device.
This dynamic approach allows the powder flow to be adapted to the real conditions of the process. For example, during the production of aeronautical components, the system can automatically adjust the dosage based on the layer geometry, reducing lost material by up to 10%.
| Appearance | Traditional approach | Predictive control |
|---|---|---|
| Flow regulation | Manual or static | Real-time dynamic |
| Material waste | Baseline | Reduction up to 10% |
| Dimensional accuracy | Standard | Improved |
The use of sensors and feedback loops is already established in other industrial sectors. Application to AM is logical and supported by the increasing digitalization of plants. However, the patent does not detail which specific sensors are employed nor how the predictive model is trained or calibrated.
Trade-off and operational limits
New technologies require specific calibrations and initial investments. Benefits depend on operator quality and feedstock control.
Both solutions introduce additional complexity into AM systems. The vibrating distributor requires specific calibrations for different types of powder. Granulometry, morphology, and flow properties vary between materials, and it is not clear how easily the system adapts to these differences.
The predictive control system entails high initial costs for advanced sensors and software. Integration with legacy machinery can be complex, requiring hardware modifications and firmware updates. Moreover, the quality of the predictive model depends on training data and the ability to generalize to new geometries or materials.
Neither solution eliminates the need for rigorous feedstock control. Contaminated, moist, or irregularly distributed powders can negate the benefits. The operator remains a critical factor for initial calibration and routine maintenance.
Tangible benefits depend on the application context. In high-volume production with repetitive geometries, the reduction in rework and waste can quickly justify the investment. In rapid prototyping contexts with small and variable batches, the return may be less evident.
Conclusion
These innovations do not change the materials or the machines, but the way they are used. Controlled vibrations and predictive flow control address practical problems that limit repeatability and quality in additive manufacturing.
The benefits are tangible: more uniform surfaces, less waste, greater dimensional precision. But they are not magic solutions. They require calibrations, investments, and skilled operators.
Evaluate whether your process can benefit from these solutions before they become market standards. The window to gain a competitive advantage may be short.
article written with the help of artificial intelligence systems
Q&A
- What is the main problem related to powder distribution in 3D printing?
- Non-uniform powder distribution can cause surface defects, dimensional inaccuracies, and weak zones in printed parts. This often requires costly rework.
- How does the controlled vibration system work to improve powder spreading?
- The system introduces predetermined vibrations into the powder distributor, facilitating a more homogeneous distribution of particles. This reduces agglomerates and voids, improving the surface quality of components.
- What benefits does predictive control of the powder flow bring?
- It allows for dynamic adjustment of the flow based on the needs of the current layer, improving dimensional accuracy and reducing material waste by up to 10%.
- What are the main limitations of the new technologies described?
- They require specific calibrations for each powder type, high initial investments, and operational expertise. Additionally, integration with legacy machinery can be complex.
- In which application contexts do these improvements have the greatest impact?
- The benefits are more evident in high-volume productions with repetitive geometries, where the reduction in rework and waste quickly justifies the investment.


