Perché la fluidità della polvere sta rivoluzionando l’AM?
La stampa 3D metallica e polimerica dipende da un gesto apparentemente banale: distribuire uno strato uniforme di polvere. Quando quel gesto fallisce, anche di poco, il pezzo finale può presentare difetti superficiali, imprecisioni dimensionali o zone deboli che richiedono rilavorazioni costose.
Due brevetti recenti affrontano questo problema con soluzioni ingegneristiche precise: vibrazioni controllate per migliorare la distesa della polvere e sensori intelligenti per regolare il flusso in tempo reale. Non sono rivoluzioni nei materiali o nelle macchine, ma aggiustamenti mirati al processo che promettono impatti tangibili su qualità, ripetibilità e costi.
- IMPROVING FLOWABILITY OF AM POWDERS — 1 aprile 2026
- POWDER CONTROL FOR ADDITIVE MANUFACTURING SYSTEMS — 4 settembre 2025
Vibrazioni intelligenti per un layer perfetto
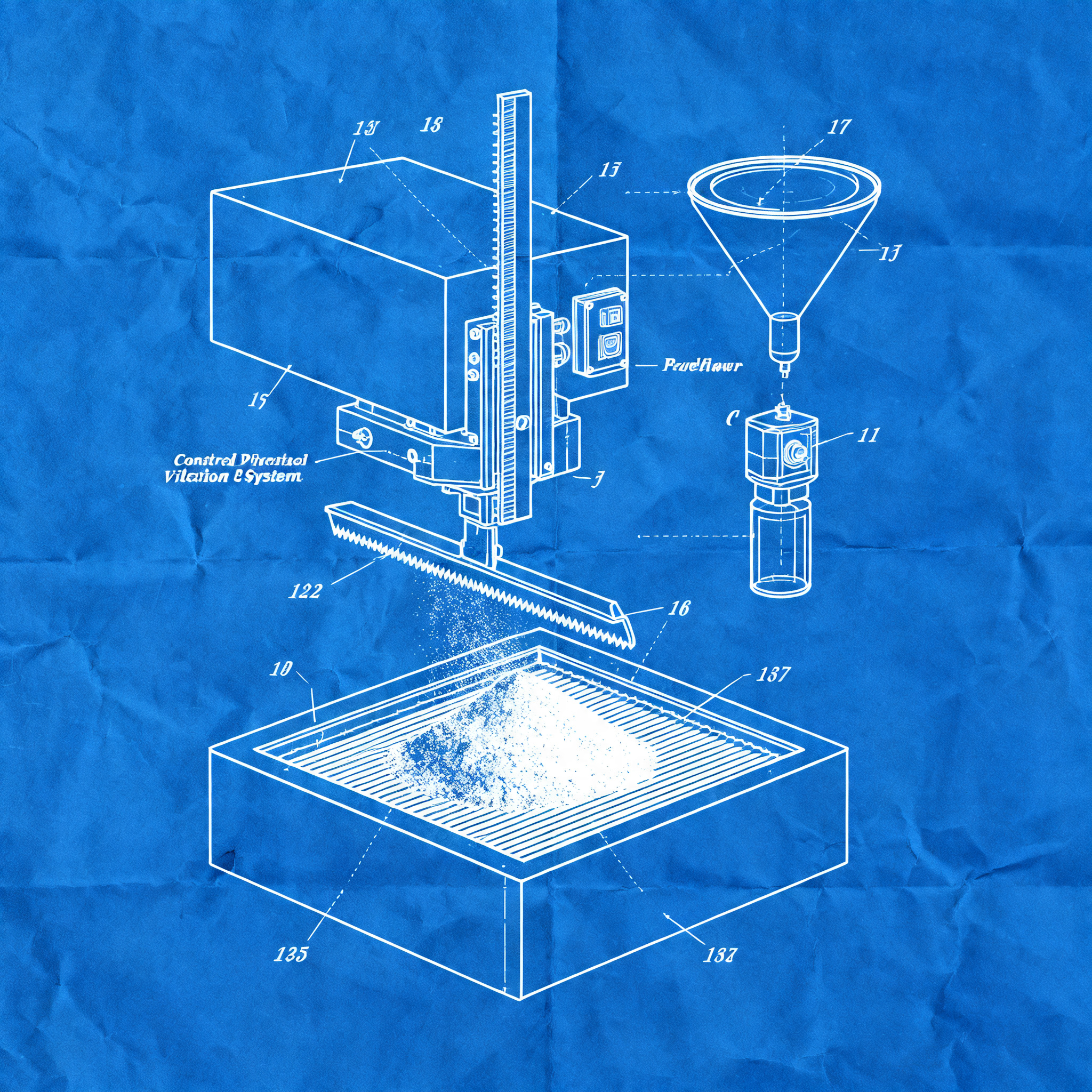
Un sistema brevettato introduce vibrazioni controllate nel distributore di polvere per migliorare l’omogeneità del layer. Il risultato: superfici più uniformi e meno difetti visibili nei pezzi finali.
Il primo brevetto descrive un distributore di polvere dotato di un dispositivo vibrante. Questo componente fa vibrare il distributore a una frequenza predeterminata mentre stende la polvere fresca sul letto di stampa. L’obiettivo è ottenere uno strato livellato e liscio, riducendo le irregolarità che causano difetti superficiali.
Il sistema si integra in macchine powder bed fusion esistenti. Dopo che il laser o il fascio elettronico ha consolidato un layer, il pistone abbassa la piattaforma di costruzione e il distributore vibrante stende la polvere fresca. La vibrazione aiuta le particelle a distribuirsi in modo più uniforme, riducendo agglomerati e vuoti.
- Miglioramento della qualità superficiale dei pezzi stampati
- Riduzione degli errori dovuti a distribuzione irregolare della polvere
- Possibile riduzione del 15% dei ritocchi post-stampa in reparti SLM
La tecnologia è semplice e applicabile a sistemi esistenti. Affronta un problema noto: la distribuzione uniforme della polvere è critica per la qualità finale. Tuttavia, il brevetto non specifica parametri operativi dettagliati come range di frequenza ottimali o tarature per diverse granulometrie.
Controllo in tempo reale del feed rate
Sensori e modelli predittivi regolano il flusso di polvere in base alle esigenze del layer corrente. Questo approccio aumenta la precisione dimensionale e riduce lo spreco di materiale.
Il secondo brevetto descrive un sistema che usa sensori per monitorare caratteristiche del processo durante la deposizione. Un dispositivo computazionale riceve i dati sensoriali e, tramite un modello predittivo, determina i parametri di controllo necessari per raggiungere un feed rate predeterminato. Il sistema regola poi sia il dispositivo di erogazione energia sia quello di erogazione polvere.
Questo approccio dinamico permette di adattare il flusso di polvere alle condizioni reali del processo. Ad esempio, durante la produzione di componenti aeronautici, il sistema può regolare automaticamente il dosaggio in base alla geometria del layer, riducendo il materiale perso fino al 10%.
| Aspetto | Approccio tradizionale | Controllo predittivo |
|---|---|---|
| Regolazione flusso | Manuale o statica | Dinamica in tempo reale |
| Spreco materiale | Baseline | Riduzione fino al 10% |
| Precisione dimensionale | Standard | Migliorata |
L’uso di sensori e feedback loop è già consolidato in altri settori industriali. L’applicazione all’AM è logica e supportata dalla crescente digitalizzazione degli impianti. Tuttavia, il brevetto non dettaglia quali sensori specifici vengono impiegati né come il modello predittivo viene addestrato o calibrato.
Trade-off e limiti operativi
Le nuove tecnologie richiedono calibrazioni specifiche e investimenti iniziali. I benefici dipendono dalla qualità dell’operatore e dal controllo del feedstock.
Entrambe le soluzioni introducono complessità aggiuntiva nei sistemi AM. Il distributore vibrante richiede tarature specifiche per diversi tipi di polvere. Granulometrie, morfologie e proprietà di flusso variano tra materiali, e non è chiaro quanto facilmente il sistema si adatti a queste differenze.
Il sistema di controllo predittivo comporta costi iniziali elevati per sensori avanzati e software. L’integrazione con macchinari legacy può essere complessa, richiedendo modifiche hardware e aggiornamenti firmware. Inoltre, la qualità del modello predittivo dipende dai dati di addestramento e dalla capacità di generalizzare a nuove geometrie o materiali.
Nessuna delle due soluzioni elimina la necessità di un controllo rigoroso del feedstock. Polveri contaminate, umide o con distribuzione granulometrica irregolare possono vanificare i benefici. L’operatore resta un fattore critico per la calibrazione iniziale e la manutenzione ordinaria.
I benefici tangibili dipendono dal contesto applicativo. In produzioni ad alto volume con geometrie ripetitive, la riduzione dei ritocchi e dello spreco può giustificare rapidamente l’investimento. In contesti di prototipazione rapida con lotti piccoli e variabili, il ritorno può essere meno evidente.
Conclusione
Queste innovazioni non cambiano i materiali né le macchine, ma il modo in cui vengono usati. Vibrazioni controllate e controllo predittivo del flusso affrontano problemi pratici che limitano la ripetibilità e la qualità nella manifattura additiva.
I benefici sono tangibili: superfici più uniformi, meno spreco, maggiore precisione dimensionale. Ma non sono soluzioni magiche. Richiedono calibrazioni, investimenti e operatori competenti.
Valuta se il tuo processo può beneficiare di queste soluzioni prima che diventino standard di mercato. La finestra per ottenere un vantaggio competitivo potrebbe essere breve.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Q&A
- Qual è il problema principale legato alla distribuzione della polvere nella stampa 3D?
- Una distribuzione non uniforme della polvere può causare difetti superficiali, imprecisioni dimensionali e zone deboli nei pezzi stampati. Questo richiede spesso costose rilavorazioni.
- Come funziona il sistema di vibrazioni controllate per migliorare la distesa della polvere?
- Il sistema introduce vibrazioni predeterminate nel distributore di polvere, facilitando una distribuzione più omogenea delle particelle. Ciò riduce agglomerati e vuoti, migliorando la qualità superficiale dei componenti.
- Quali vantaggi porta il controllo predittivo del flusso di polvere?
- Consente di regolare dinamicamente il flusso in base alle esigenze del layer corrente, migliorando precisione dimensionale e riducendo lo spreco di materiale fino al 10%.
- Quali sono i limiti principali delle nuove tecnologie descritte?
- Richiedono calibrazioni specifiche per tipo di polvere, investimenti iniziali elevati e competenze operative. Inoltre, l'integrazione con macchinari legacy può risultare complessa.
- In quali contesti applicativi questi miglioramenti hanno maggiore impatto?
- I benefici sono più evidenti in produzioni ad alto volume con geometrie ripetitive, dove la riduzione dei ritocchi e dello spreco giustifica rapidamente l’investimento.


