¿Por qué la fluidez del polvo está revolucionando el AM?
La impresión 3D metálica y polimérica depende de un gesto aparentemente banal: distribuir una capa uniforme de polvo. Cuando ese gesto falla, aunque sea un poco, la pieza final puede presentar defectos superficiales, imprecisiones dimensionales o zonas débiles que requieren retrabajos costosos.
Dos patentes recientes abordan este problema con soluciones de ingeniería precisas: vibraciones controladas para mejorar la extensión del polvo y sensores inteligentes para regular el flujo en tiempo real. No son revoluciones en materiales o máquinas, sino ajustes dirigidos al proceso que prometen impactos tangibles en calidad, repetibilidad y costos.
- MEJORA DE LA FLUIDIFICACIÓN DE POLVOS AM — 1 de abril de 2026
- CONTROL DE POLVO PARA SISTEMAS DE MANUFACTURA ADITIVA — 4 de septiembre de 2025
Vibraciones inteligentes para una capa perfecta
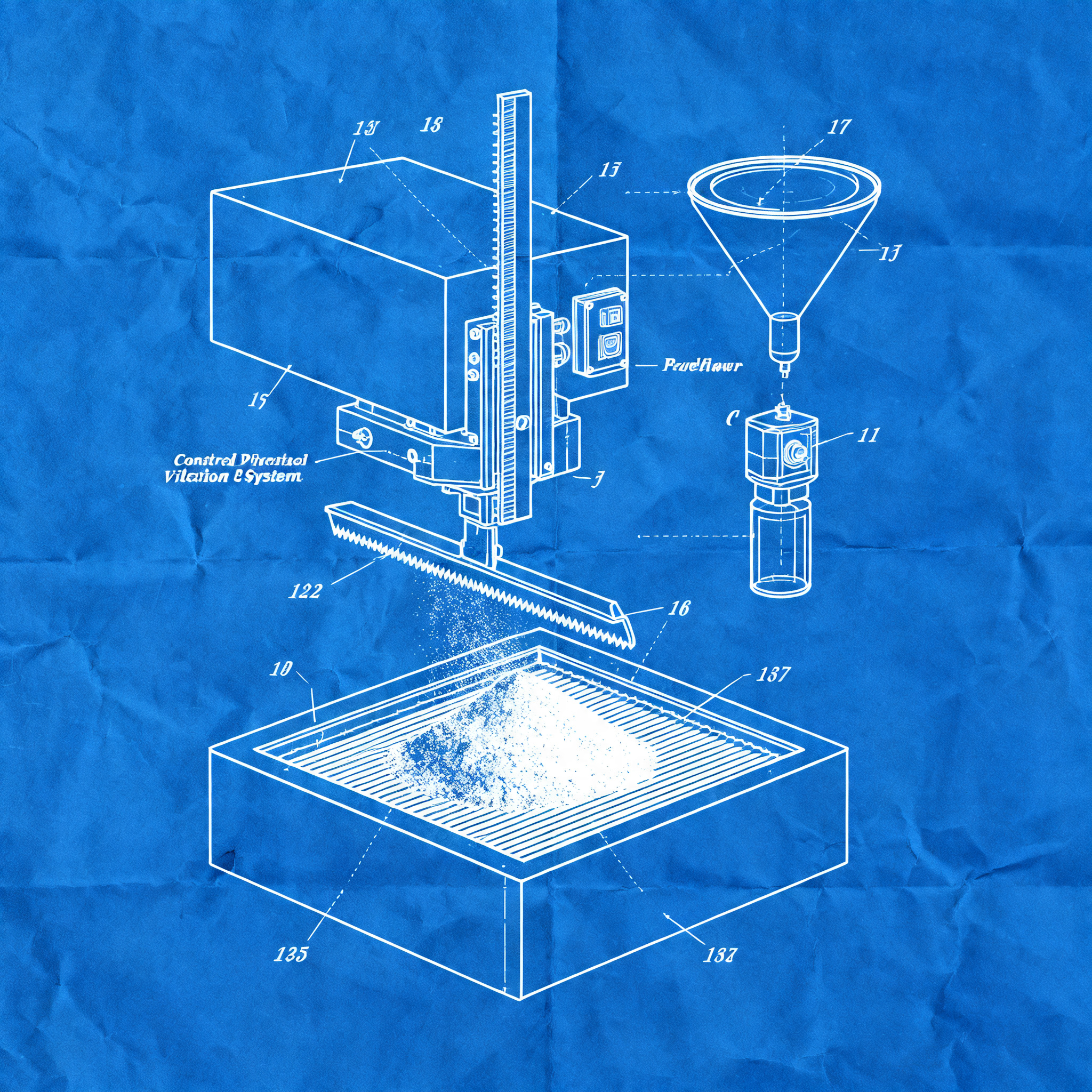
Un sistema patentado introduce vibraciones controladas en el distribuidor de polvo para mejorar la homogeneidad de la capa. El resultado: superficies más uniformes y menos defectos visibles en las piezas finales.
La primera patente describe un distribuidor de polvo dotado de un dispositivo vibrante. Este componente hace vibrar el distribuidor a una frecuencia predeterminada mientras extiende el polvo fresco sobre el lecho de impresión. El objetivo es obtener una capa nivelada y lisa, reduciendo las irregularidades que causan defectos superficiales.
El sistema se integra en máquinas de fusión en lecho de polvo existentes. Después de que el láser o el haz electrónico consolida una capa, el pistón baja la plataforma de construcción y el distribuidor vibrante extiende el polvo fresco. La vibración ayuda a que las partículas se distribuyan de manera más uniforme, reduciendo aglomeraciones y vacíos.
- Mejora de la calidad superficial de las piezas impresas
- Reducción de errores debidos a la distribución irregular del polvo
- Posible reducción del 15% de los retoques post-impresión en departamentos SLM
La tecnología es simple y aplicable a sistemas existentes. Aborda un problema conocido: la distribución uniforme del polvo es crítica para la calidad final. Sin embargo, el patente no especifica parámetros operativos detallados como rangos de frecuencia óptimos o calibraciones para diferentes granulometrías.
Control en tiempo real de la tasa de alimentación
Sensores y modelos predictivos regulan el flujo de polvo según las necesidades de la capa actual. Este enfoque aumenta la precisión dimensional y reduce el desperdicio de material.
El segundo patente describe un sistema que usa sensores para monitorear características del proceso durante la deposición. Un dispositivo computacional recibe los datos sensoriales y, mediante un modelo predictivo, determina los parámetros de control necesarios para alcanzar una tasa de alimentación predeterminada. El sistema regula luego tanto el dispositivo de suministro de energía como el de suministro de polvo.
Este enfoque dinámico permite adaptar el flujo de polvo a las condiciones reales del proceso. Por ejemplo, durante la producción de componentes aeronáuticos, el sistema puede ajustar automáticamente la dosificación según la geometría de la capa, reduciendo el material perdido hasta el 10%.
| Aspecto | Enfoque tradicional | Control predictivo |
|---|---|---|
| Regulación de flujo | Manual o estática | Dinámica en tiempo real |
| Desperdicio de material | Línea base | Reducción hasta el 10% |
| Precisión dimensional | Estándar | Mejorada |
El uso de sensores y bucles de retroalimentación ya está consolidado en otros sectores industriales. La aplicación al AM es lógica y está respaldada por la creciente digitalización de las instalaciones. Sin embargo, el patente no detalla qué sensores específicos se emplean ni cómo el modelo predictivo se entrena o calibra.
Trade-off y límites operativos
Las nuevas tecnologías requieren calibraciones específicas e inversiones iniciales. Los beneficios dependen de la calidad del operador y del control del feedstock.
Ambas soluciones introducen complejidad adicional en los sistemas AM. El distribuidor vibrante requiere ajustes específicos para diferentes tipos de polvo. La granulometría, la morfología y las propiedades de flujo varían entre materiales, y no está claro con qué facilidad el sistema se adapta a estas diferencias.
El sistema de control predictivo implica costos iniciales elevados para sensores avanzados y software. La integración con maquinaria heredada puede ser compleja, requiriendo modificaciones de hardware y actualizaciones de firmware. Además, la calidad del modelo predictivo depende de los datos de entrenamiento y de la capacidad de generalizar a nuevas geometrías o materiales.
Ninguna de las dos soluciones elimina la necesidad de un control riguroso del feedstock. Polvos contaminados, húmedos o con distribución granulométrica irregular pueden anular los beneficios. El operador sigue siendo un factor crítico para la calibración inicial y el mantenimiento ordinario.
Los beneficios tangibles dependen del contexto aplicativo. En producciones de alto volumen con geometrías repetitivas, la reducción de retoques y desperdicio puede justificar rápidamente la inversión. En contextos de prototipado rápido con lotes pequeños y variables, el retorno puede ser menos evidente.
Conclusión
Estas innovaciones no cambian los materiales ni las máquinas, sino la forma en que se utilizan. Las vibraciones controladas y el control predictivo del flujo abordan problemas prácticos que limitan la repetibilidad y la calidad en la fabricación aditiva.
Los beneficios son tangibles: superficies más uniformes, menos desperdicio, mayor precisión dimensional. Pero no son soluciones mágicas. Requieren calibraciones, inversiones y operadores competentes.
Evalúa si tu proceso puede beneficiarse de estas soluciones antes de que se conviertan en estándar de mercado. La ventana para obtener una ventaja competitiva podría ser breve.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Preguntas y respuestas
- ¿Cuál es el problema principal relacionado con la distribución de la polvo en la impresión 3D?
- Una distribución no uniforme de la polvo puede causar defectos superficiales, imprecisiones dimensionales y zonas débiles en las piezas impresas. Esto a menudo requiere costosas reelaboraciones.
- ¿Cómo funciona el sistema de vibraciones controladas para mejorar la extensión del polvo?
- El sistema introduce vibraciones predeterminadas en el distribuidor de polvo, facilitando una distribución más homogénea de las partículas. Esto reduce aglomerados y vacíos, mejorando la calidad superficial de los componentes.
- ¿Qué ventajas aporta el control predictivo del flujo de polvo?
- Permite regular dinámicamente el flujo según las necesidades de la capa actual, mejorando la precisión dimensional y reduciendo el desperdicio de material hasta el 10%.
- ¿Cuáles son los límites principales de las nuevas tecnologías descritas?
- Requieren calibraciones específicas por tipo de polvo, inversiones iniciales elevadas y competencias operativas. Además, la integración con maquinaria legacy puede resultar compleja.
- En qué contextos aplicativos estos mejoramientos tienen mayor impacto?
- Los beneficios son más evidentes en producciones de alto volumen con geometrías repetitivas, donde la reducción de retoques y desperdicio justifica rápidamente la inversión.


