Pourquoi la fluidité de la poudre révolutionne-t-elle l'AM ?
L'impression 3D métallique et polymère dépend d'un geste apparemment banal : distribuer une couche uniforme de poudre. Lorsque ce geste échoue, même légèrement, la pièce finale peut présenter des défauts de surface, des imprécisions dimensionnelles ou des zones faibles nécessitant des retravaillages coûteux.
Deux brevets récents abordent ce problème avec des solutions d'ingénierie précises : des vibrations contrôlées pour améliorer l'étalement de la poudre et des capteurs intelligents pour réguler le flux en temps réel. Ce ne sont pas des révolutions dans les matériaux ou les machines, mais des ajustements ciblés du processus qui promettent des impacts tangibles sur la qualité, la répétabilité et les coûts.
- AMÉLIORATION DE LA FLUIDITÉ DES POUDRES AM — 1 avril 2026
- CONTRÔLE DE LA POUDRE POUR SYSTÈMES DE FABRICATION ADDITIVE — 4 septembre 2025
Vibrations intelligentes pour une couche parfaite
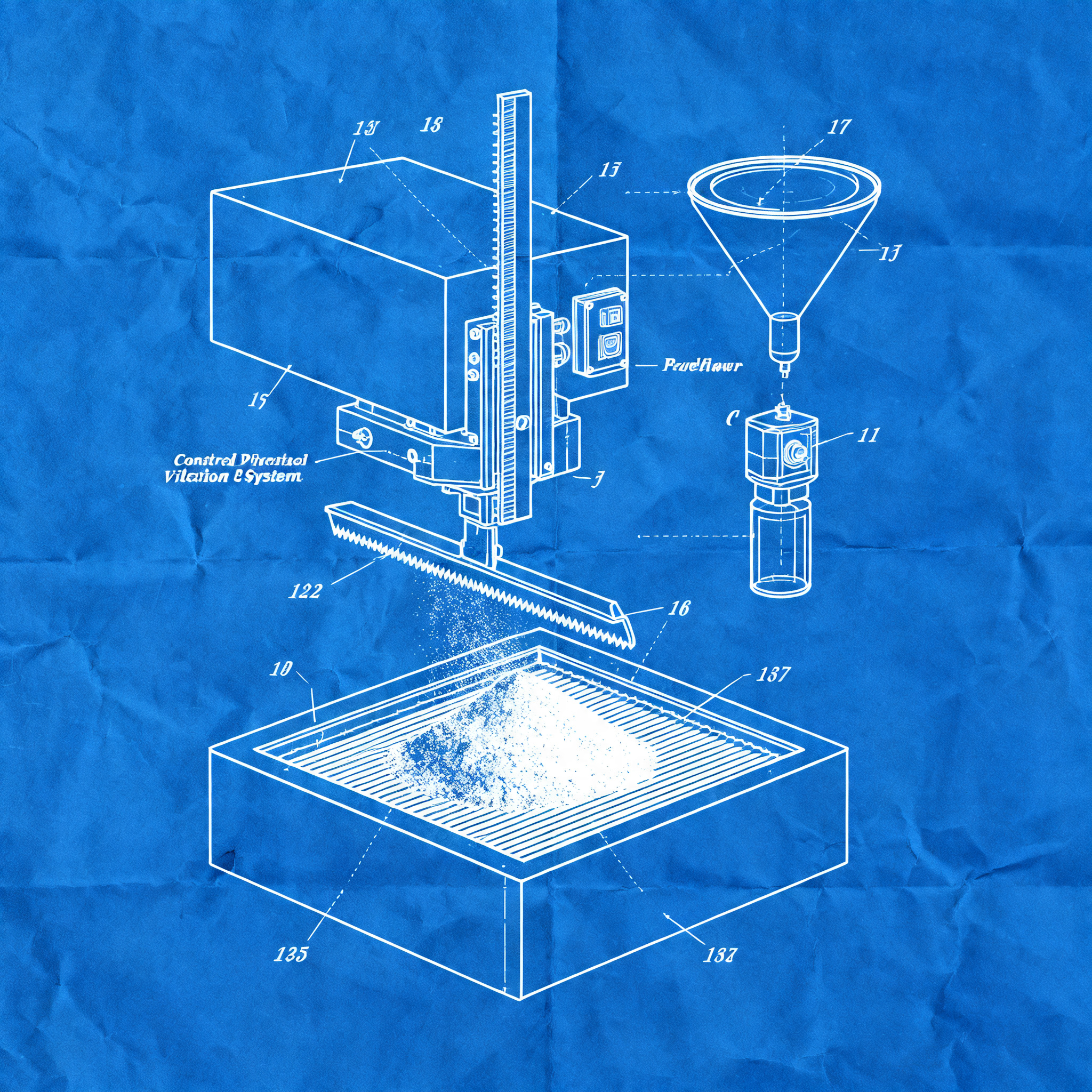
Un système breveté introduit des vibrations contrôlées dans le distributeur de poudre pour améliorer l'homogénéité de la couche. Le résultat : des surfaces plus uniformes et moins de défauts visibles sur les pièces finales.
Le premier brevet décrit un distributeur de poudre doté d'un dispositif vibrant. Ce composant fait vibrer le distributeur à une fréquence prédéterminée tout en étalant la poudre fraîche sur le lit d'impression. L'objectif est d'obtenir une couche nivelée et lisse, réduisant les irrégularités qui causent des défauts de surface.
Le système s'intègre dans les machines de fusion sur lit de poudre existantes. Après que le laser ou le faisceau électronique a consolidé une couche, le piston abaisse la plateforme de construction et le distributeur vibrant étale la poudre fraîche. La vibration aide les particelles à se distribuer de manière plus uniforme, réduisant les agrégats et les vides.
- Amélioration de la qualité de surface des pièces imprimées
- Réduction des erreurs dues à une distribution irrégulière de la poudre
- Réduction possible de 15% des retouches post-impression dans les départements SLM
La technologie est simple et applicable aux systèmes existants. Elle aborde un problème connu : la distribution uniforme de la poudre est cruciale pour la qualité finale. Cependant, le brevet ne spécifie pas de paramètres opérationnels détaillés tels que des plages de fréquence optimales ou des calibrations pour différentes granulométries.
Contrôle en temps réel du taux d'alimentation
Des capteurs et des modèles prédictifs régulent le flux de poudre en fonction des besoins de la couche actuelle. Cette approche augmente la précision dimensionnelle et réduit le gaspillage de matériau.
Le deuxième brevet décrit un système qui utilise des capteurs pour surveiller les caractéristiques du processus lors du dépôt. Un dispositif informatif reçoit les données des capteurs et, via un modèle prédictif, détermine les paramètres de contrôle nécessaires pour atteindre un taux d'alimentation prédéterminé. Le système régule ensuite le dispositif de délivrance d'énergie ainsi que celui de délivrance de poudre.
Cette approche dynamique permet d'adapter le flux de poudre aux conditions réelles du processus. Par exemple, lors de la production de composants aéronautiques, le système peut réguler automatiquement le dosage en fonction de la géométrie de la couche, réduisant le matériau perdu jusqu'à 10%.
| Aspect | Approche traditionnelle | Contrôle prédictif |
|---|---|---|
| Régulation du débit | Manuel ou statique | Dynamique en temps réel |
| Gaspillage de matériel | Référence | Réduction jusqu'à 10% |
| Précision dimensionnelle | Standard | Améliorée |
L'utilisation de capteurs et de boucles de rétroaction est déjà bien établie dans d'autres secteurs industriels. L'application à l'AM est logique et soutenue par la numérisation croissante des installations. Cependant, le brevet ne détaille pas quels capteurs spécifiques sont utilisés ni comment le modèle prédictif est entraîné ou calibré.
Compromis et limites opérationnelles
Les nouvelles technologies nécessitent des calibrations spécifiques et des investissements initiaux. Les bénéfices dépendent de la qualité de l'opérateur et du contrôle de la matière première.
Les deux solutions introduisent une complexité supplémentaire dans les systèmes AM. Le distributeur vibrant nécessite des réglages spécifiques pour différents types de poudre. Les granulométries, morphologies et propriétés d'écoulement varient selon les matériaux, et il n'est pas clair à quel point le système s'adapte facilement à ces différences.
Le système de contrôle prédictif engendre des coûts initiaux élevés pour les capteurs avancés et les logiciels. L'intégration avec les machines existantes peut être complexe, nécessitant des modifications matérielles et des mises à jour du micrologiciel. De plus, la qualité du modèle prédictif dépend des données d'entraînement et de la capacité à généraliser à de nouvelles géométries ou matériaux.
Aucune des deux solutions n'élimine la nécessité d'un contrôle rigoureux de la matière première. Les poudres contaminées, humides ou avec une distribution granulométrique irrégulière peuvent annuler les bénéfices. L'opérateur reste un facteur critique pour l'étalonnage initial et la maintenance ordinaire.
Les bénéfices tangibles dépendent du contexte d'application. Dans les productions à haut volume avec des géométries répétitives, la réduction des retouches et du gaspillage peut justifier rapidement l'investissement. Dans des contextes de prototypage rapide avec de petits lots variables, le retour peut être moins évident.
Conclusion
Ces innovations ne changent ni les matériaux ni les machines, mais la façon dont ils sont utilisés. Les vibrations contrôlées et le contrôle prédictif du flux abordent des problèmes pratiques qui limitent la répétabilité et la qualité dans la fabrication additive.
Les bénéfices sont tangibles : surfaces plus uniformes, moins de gaspillage, plus de précision dimensionnelle. Mais ce ne sont pas des solutions magiques. Elles nécessitent des étalonnages, des investissements et des opérateurs compétents.
Évaluez si votre processus peut bénéficier de ces solutions avant qu'elles ne deviennent des normes du marché. La fenêtre pour obtenir un avantage compétitif pourrait être brève.
article écrit à l'aide de systèmes d'intelligence artificielle
Questions & Réponses
- Quel est le problème principal lié à la distribution de la poudre dans l'impression 3D ?
- Une distribution non uniforme de la poudre peut causer des défauts de surface, des imprécisions dimensionnelles et des zones faibles dans les pièces imprimées. Cela nécessite souvent des retouches coûteuses.
- Comment fonctionne le système de vibrations contrôlées pour améliorer la dispersion de la poudre ?
- Le système introduit des vibrations prédéterminées dans le distributeur de poudre, facilitant une distribution plus homogène des particules. Cela réduit les agglomérats et les vides, améliorant la qualité de surface des composants.
- Quels avantages le contrôle prédictif du flux de poudre apporte-t-il ?
- Il permet de réguler dynamiquement le flux en fonction des besoins de la couche actuelle, améliorant la précision dimensionnelle et réduisant le gaspillage de matériel jusqu'à 10%.
- Quelles sont les principales limites des nouvelles technologies décrites ?
- Elles nécessitent des calibrations spécifiques selon le type de poudre, des investissements initiaux élevés et des compétences opérationnelles. De plus, l'intégration avec les machines legacy peut s'avérer complexe.
- Dans quels contextes applicatifs ces améliorations ont-elles le plus d'impact ?
- Les bénéfices sont plus évidents dans les productions à haut volume avec des géométries répétitives, où la réduction des retouches et du gaspillage justifie rapidement l'investissement.


