Does laser cladding beat hard chrome plating?
Laser cladding is redefining industrial strategies against corrosion, overcoming regulatory and technological limits of hard chrome plating. This technology allows for the deposition of resistant alloys directly onto exposed surfaces, without toxic substances and with precise control of the microstructure.
What is laser cladding and how it works
Laser Metal Deposition creates anti-corrosion coatings by fusing metal powders directly onto the substrate, with a strong metallurgical bond and without the use of hexavalent chromium.
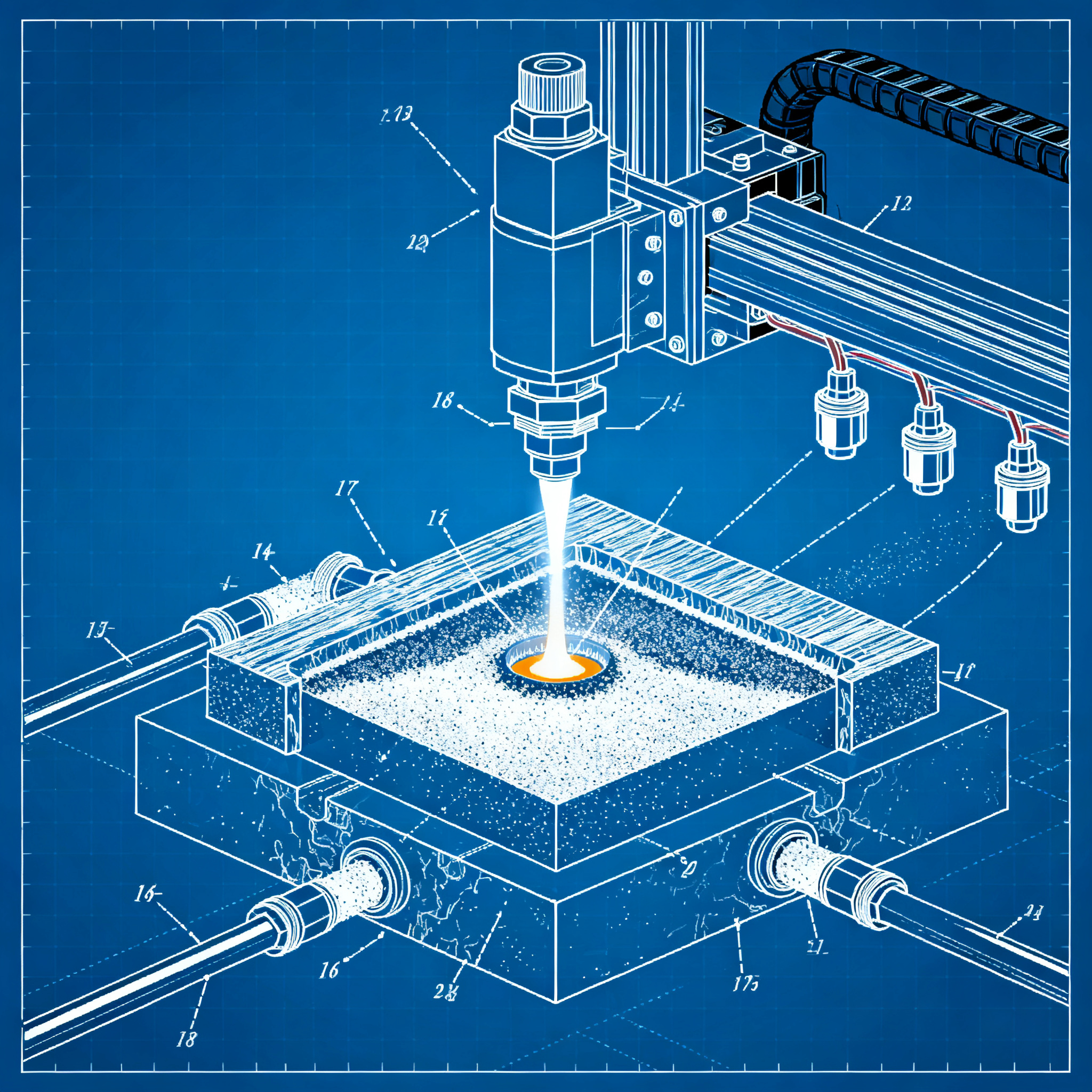
A laser beam locally generates a melt pool on the component's surface. Fine metal powder is fed into the area through nozzles with carrier gas. The powder melts, bonds to the substrate, and forms a compact layer.
Unlike traditional surface treatments, laser cladding creates a direct metallurgical bond with the base material. The process does not necessarily require a closed chamber, allowing it to work on large components as well.
- Selective deposition only on areas exposed to corrosion
- Precise control of the layer's thickness and microstructure
- Low porosity and reduced tendency for crack formation
- Possibility of repairing worn components without CAD model
The technology allows applying precious materials only where needed. Instead of producing the entire part in expensive alloy, a cost-effective substrate can be used and only the functional surface coated.
Corrosion resistance: metals and microstructures
904L and 316L alloys offer superior chemical resistance thanks to nickel and molybdenum, but require optimized process parameters to avoid defects during solidification.
904L is a high-alloy austenitic steel with high nickel and molybdenum content, intended for environments with severe corrosion. 316L belongs to the CrNiMo grades, used when higher resistance than standard stainless steels is required.
The use of 904L in laser cladding presents specific challenges. The high alloy element content improves chemical resistance but makes the solidification of the molten pool delicate. The main risk is the formation of hot cracks, which compromise the continuity and durability of the layer.
| Parameter | Impact on quality | Criticality for 904L |
|---|---|---|
| Laser power | Molten pool size | High |
| Advancement speed | Cooling time | High |
| Powder flow rate | Deposited layer thickness | Medium |
| Pass overlap | Coating homogeneity | High |
Optimized coatings show a compact microstructure, almost free of pores and without visible cracks. The good connection between the base material and the deposited layer stems from a balanced process window between metallurgical quality and energy consumption.
The uniform distribution of alloying elements in the matrix prevents localized chromium depletion. This phenomenon, common in high-strength steels, promotes the initiation of corrosion. In salt environment tests, optimized materials achieve degradation rates of 0.105 millimeters per year.
Regulatory and environmental comparison with hard chrome plating
Laser cladding eliminates the use of hexavalent chromium Cr(VI), a substance classified and strictly regulated in Europe, with a CO₂ footprint up to 12 times lower than hard chrome plating.
Hard chrome plating has been the standard solution for decades to improve wear and corrosion resistance. The main limitation is the use of hexavalent chromium compounds, classified as hazardous.
The European Chemicals Agency – ECHA has proposed broader restrictions for Cr(VI)-based substances. The goal is to reduce risks to workers, the environment, and the public, promoting safer technical alternatives.
Life Cycle Assessment on optimized processes shows a CO₂ footprint up to about 12 times lower than hard chrome plating. The result depends on the deposited material, layer thickness, and powder usage efficiency.
Laser cladding becomes relevant not only for coating performance but also for regulatory and environmental compliance of industrial supply chains. Additive technologies allow meeting increasingly stringent constraints without compromising performance.
Industrial cases: from oil & gas to aerospace
Laser cladding protects components in extreme environments such as chemical plants, offshore platforms, and aerospace systems, reducing machine downtime and extending equipment service life.
In the chemical sector, this includes fittings, valves, pumps, impellers, flanges, and internal surfaces of process components. In offshore and energy, localized coating protects parts exposed to saltwater, condensation, aggressive fluids, or thermal cycles.
In water treatment, desalination, and flue gas plants, selective use of resistant alloys combines surface performance with cost containment. Laser cladding is used not only for new components but also to restore worn or corroded areas.
Typical application on a critical component
- Diagnosis: Identification of corrosion-prone areas through inspection or 3D scanning of the worn component.
- Preparation: Surface cleaning and definition of process parameters based on base material and coating alloy.
- Deposition: Laser coating application with real-time control of power, speed, and powder flow.
- Verification: Non-destructive testing to detect porosity, cracks, or adhesion defects before returning to service.
The technology enables scan-based repair even when an original CAD model of the component is not available. This aspect is important for expensive industrial machinery, as it extends the useful life of critical parts and reduces complete replacements.
For complex components and rapid repairs, the method is relevant to aerospace, defense, energy, and marine applications. These contexts simultaneously require mechanical strength, operational stability, and tolerance to humidity or aggressive environments.
Laser cladding represents a mature technological response to the problems of strength and sustainability posed by industrial corrosion. The Fraunhofer IPK case shows a clear direction: unite metallurgy, laser processing, and environmental assessment to define parameters that produce reliable layers with lower impact and better use of precious alloys.
The transition from hard chrome plating to a laser coating is not an automatic replacement. Every application requires verification of adhesion, fatigue strength, roughness, and dimensional compatibility. For many components, laser cladding allows a more targeted strategy, depositing a functional alloy only where needed.
Discover how to integrate this technology into your production processes to improve efficiency and regulatory compliance.
article written with the help of artificial intelligence systems
Q&A
- What are the main advantages of laser cladding compared to hard chrome plating?
- Laser cladding eliminates the use of hexavalent chromium, a toxic and regulated substance, and allows precise control of the microstructure. Furthermore, it enables selective deposition only in exposed areas, reducing the use of expensive materials and cutting the CO₂ footprint by up to 12 times.
- How does the laser cladding process work?
- A laser beam locally melts the component's surface, while a metal powder is sprayed into the area through nozzles. The powder melts and bonds to the substrate, creating a compact layer with a direct metallurgical bond, without the need for enclosed chambers.
- Which alloys are commonly used in laser cladding and why?
- Alloys 904L and 316L are commonly used for their high corrosion resistance, thanks to their nickel and molybdenum content. However, they require optimized process parameters to avoid hot cracking during solidification.
- In which industrial sectors is laser cladding applied?
- Laser cladding is used in sectors such as oil & gas, aerospace, energy, and water treatment to protect components exposed to corrosion, wear, or extreme environments. It is particularly effective for repairing worn parts without the original CAD model.
- What are the main phases of applying laser cladding to a component?
- The phases include diagnosis of the areas to be coated, surface preparation, controlled material deposition, and final verification through non-destructive testing to ensure the absence of defects and the quality of the layer.


