¿El revestimiento láser supera al cromado duro?
El laser cladding está redefiniendo las estrategias industriales contra la corrosión, superando límites normativos y tecnológicos del cromado duro. Esta tecnología permite depositar aleaciones resistentes directamente sobre las superficies expuestas, sin sustancias tóxicas y con un control preciso de la microestructura.
¿Qué es el laser cladding y cómo funciona?
El Laser Metal Deposition crea revestimientos anticorrosión fundiendo polvos metálicos directamente sobre el sustrato, con un fuerte enlace metalúrgico y sin el uso de cromo hexavalente.
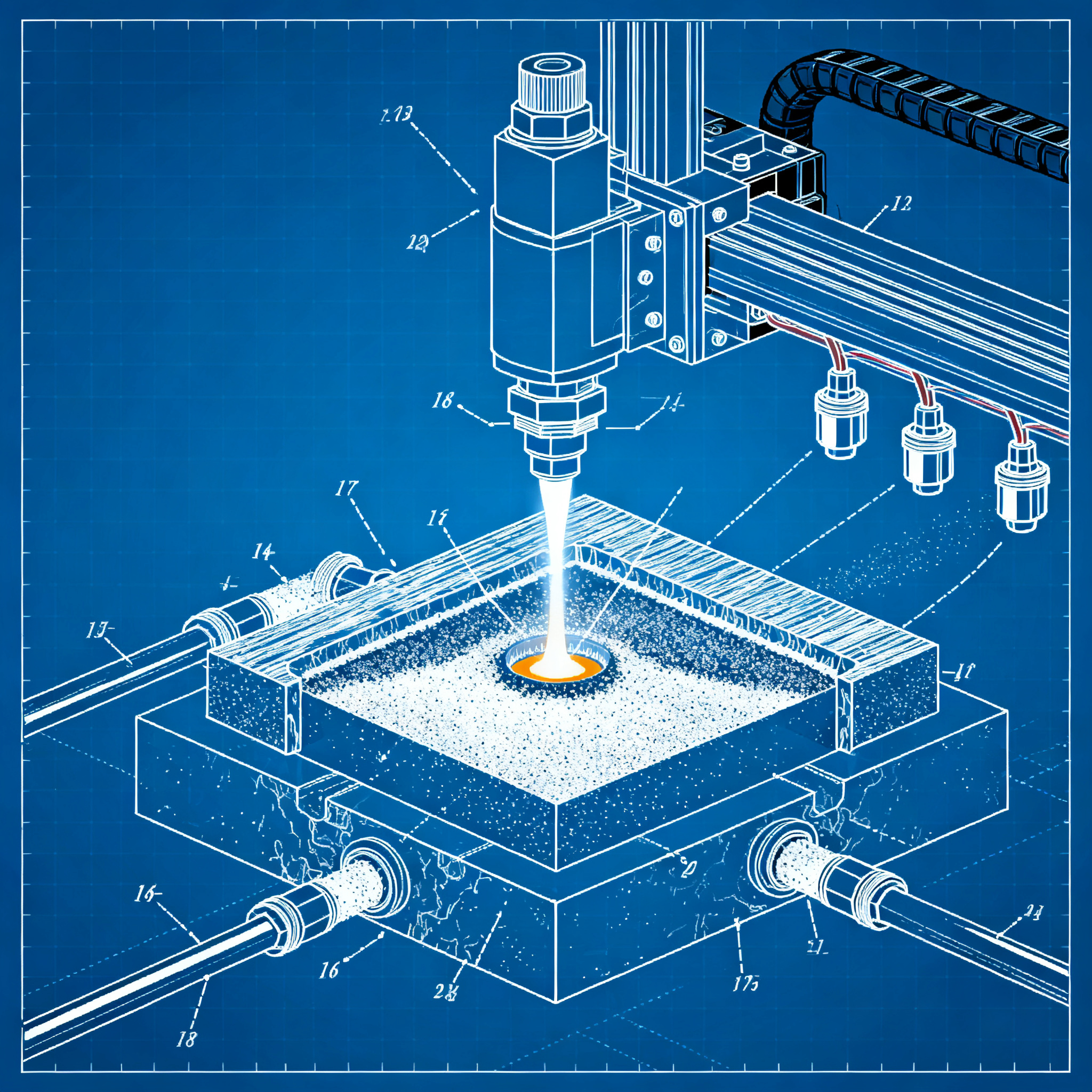
Un haz de laser genera localmente un baño de fusión sobre la superficie del componente. Un polvo metálico fino se alimenta en la zona a través de boquillas con gas de transporte. El polvo se funde, se une al sustrato y forma una capa compacta.
A diferencia de los tratamientos superficiales tradicionales, el laser cladding crea un enlace metalúrgico directo con el material base. El proceso no requiere necesariamente una cámara cerrada, permitiendo trabajar también en componentes de grandes dimensiones.
- Deposición selectiva solo en las zonas expuestas a corrosión
- Control preciso de espesor y microestructura de la capa
- Baja porosidad y menor tendencia a la formación de grietas
- Posibilidad de reparación de componentes desgastados sin modelo CAD
La tecnología permite aplicar materiales nobles solo donde se necesitan. En lugar de producir la pieza entera en una aleación costosa, se puede usar un sustrato económico y recubrir solo la superficie funcional.
Resistencia a la corrosión: metales y microestructuras
Las aleaciones 904L y 316L ofrecen resistencia química superior gracias al níquel y al molibdeno, pero requieren parámetros de proceso optimizados para evitar defectos durante la solidificación.
El 904L es un acero austenítico altoaleado con alto contenido de níquel y molibdeno, destinado a entornos con corrosión severa. El 316L pertenece a los grados CrNiMo, usados cuando se necesita resistencia superior a los aceros inoxidables estándar.
El uso del 904L en el revestimiento láser presenta desafíos específicos. El alto contenido de elementos de aleación mejora la resistencia química pero hace delicada la solidificación del baño fundido. El riesgo principal es la formación de grietas en caliente, que comprometen la continuidad y la durabilidad de la capa.
| Parámetro | Impacto en la calidad | Criticidad para 904L |
|---|---|---|
| Potencia láser | Tamaño del baño de fusión | Alta |
| Velocidad de avance | Tiempo de enfriamiento | Alta |
| Caudal de polvo | Espesor de la capa depositada | Media |
| Superposición de pasadas | Homogeneidad del revestimiento | Alta |
Los revestimientos optimizados muestran una microestructura compacta, casi sin poros y sin grietas visibles. La buena conexión entre el material base y la capa depositada se deriva de una ventana de proceso equilibrada entre calidad metalúrgica y consumo de energía.
La distribución uniforme de los elementos de aleación en la matriz previene el empobrecimiento localizado de cromo. Este fenómeno, común en los aceros de alta resistencia, favorece el inicio de la corrosión. En pruebas en ambiente salino, los materiales optimizados alcanzan tasas de degradación de 0,105 milímetros al año.
Comparación normativa y ambiental con el cromado
El laser cladding elimina el uso de cromo hexavalente Cr(VI), sustancia clasificada y regulada severamente en Europa, con una huella de CO₂ hasta 12 veces inferior en comparación con el cromado duro.
El cromado duro ha sido durante décadas la solución estándar para mejorar la resistencia al desgaste y la corrosión. La principal limitación es el uso de compuestos de cromo hexavalente, clasificados como peligrosos.
La Agencia Europea de Sustancias Químicas (ECHA) ha propuesto restricciones más amplias para las sustancias basadas en Cr(VI). El objetivo es reducir los riesgos para los trabajadores, el medio ambiente y el público, fomentando sustituciones técnicas más seguras.
La evaluación del Ciclo de Vida (Life Cycle Assessment) en procesos optimizados muestra una huella de CO₂ hasta aproximadamente 12 veces inferior en comparación con el cromado duro. El resultado depende del material depositado, el espesor de la capa y la eficiencia en el uso del polvo.
El laser cladding se vuelve relevante no solo por el rendimiento del revestimiento, sino también por la compatibilidad normativa y ambiental de las cadenas industriales. Las tecnologías aditivas permiten cumplir con restricciones cada vez más estrictas sin comprometer el rendimiento.
Casos industriales: desde el sector oil&gas hasta el aeroespacial
El laser cladding protege componentes en entornos extremos como plantas químicas, plataformas offshore y sistemas aeroespaciales, reduciendo paradas de máquina y prolongando la vida útil de los equipos.
En el sector químico se incluyen racores, válvulas, bombas, rodetes, bridas y superficies internas de componentes de proceso. En el offshore y en la energía, el revestimiento localizado protege partes expuestas a agua salina, condensación, fluidos agresivos o ciclos térmicos.
En el tratamiento de aguas, la desalinización y las plantas de humos, el uso selectivo de aleaciones resistentes combina rendimiento superficial y contención de costes. El laser cladding no sirve solo para componentes nuevos sino también para restaurar zonas desgastadas o corroídas.
Aplicación típica en componente crítico
- Diagnóstico: Identificación de las zonas expuestas a corrosión mediante inspección o escaneo 3D del componente desgastado.
- Preparación: Limpieza de la superficie y definición de los parámetros de proceso en función del material base y la aleación de recubrimiento.
- Deposición: Aplicación del recubrimiento láser con control en tiempo real de potencia, velocidad y caudal de polvo.
- Verificación: Control no destructivo para detectar porosidad, grietas o defectos de adhesión antes de la puesta en servicio.
La tecnología permite la reparación basada en escaneo incluso cuando no está disponible un modelo CAD original del componente. Este aspecto es importante para maquinaria industrial costosa, porque extiende la vida útil de piezas críticas y reduce los reemplazos completos.
Para componentes complejos y reparaciones rápidas, el método interesa el sector aeroespacial, la defensa, la energía y las aplicaciones marinas. Estos contextos requieren simultáneamente resistencia mecánica, estabilidad en servicio y tolerancia a la humedad o a entornos agresivos.
El revestimiento láser representa una respuesta tecnológica madura a los problemas de resistencia y sostenibilidad planteados por la corrosión industrial. El caso de Fraunhofer IPK muestra una dirección clara: unir metalurgia, proceso láser y evaluación ambiental para definir parámetros que produzcan capas fiables con menor impacto y mejor aprovechamiento de las aleaciones preciosas.
El paso del cromado duro a un revestimiento láser no es una sustitución automática. Cada aplicación requiere verificaciones de adhesión, resistencia a fatiga, rugosidad y compatibilidad dimensional. Para muchos componentes, el laser cladding permite una estrategia más dirigida, depositando una aleación funcional solo donde se necesita.
Descubra cómo integrar esta tecnología en sus procesos de producción para mejorar la eficiencia y el cumplimiento normativo.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Preguntas y respuestas
- ¿Cuáles son los principales beneficios del laser cladding frente al cromado duro?
- El laser cladding elimina el uso de cromo hexavalente, sustancia tóxica y regulada, y permite un control preciso de la microestructura. Además, permite la deposición selectiva solo en las zonas expuestas, reduciendo el uso de materiales costosos y disminuyendo la huella de CO₂ hasta 12 veces.
- ¿Cómo funciona el proceso de laser cladding?
- Un haz láser funde localmente la superficie del componente, mientras que un polvo metálico se rocía en la zona a través de boquillas. El polvo se funde y se une al sustrato, creando una capa compacta con unión metalúrgica directa, sin necesidad de cámaras cerradas.
- ¿Qué aleaciones se utilizan comúnmente en el laser cladding y por qué?
- Las aleaciones 904L y 316L se emplean comúnmente por su alta resistencia a la corrosión, gracias al contenido de níquel y molibdeno. Sin embargo, requieren parámetros de proceso optimizados para evitar grietas en caliente durante la solidificación.
- ¿En qué sectores industriales encuentra aplicación el laser cladding?
- El laser cladding se utiliza en sectores como oil&gas, aeroespacial, energía y tratamiento de aguas, para proteger componentes expuestos a corrosión, desgaste o entornos extremos. Es particularmente eficaz para reparar piezas desgastadas sin modelo CAD original.
- ¿Cuáles son las principales fases de aplicación del laser cladding sobre un componente?
- Las fases incluyen diagnóstico de las zonas a recubrir, preparación de la superficie, deposición controlada del material y verificación final mediante controles no destructivos para garantizar la ausencia de defectos y la calidad de la capa.


