Übertrifft das Lasercladding die Hartverchromung?
Das Lasercladding redefine industrielle Strategien gegen Korrosion und übertrifft regulatorische und technologische Grenzen der Hartverchromung. Diese Technologie ermöglicht das Auftragen von legierten, korrosionsbeständigen Schichten direkt auf exponierten Oberflächen, ohne giftige Substanzen und mit präziser Kontrolle der Mikrostruktur.
Was ist Lasercladding und wie funktioniert es?
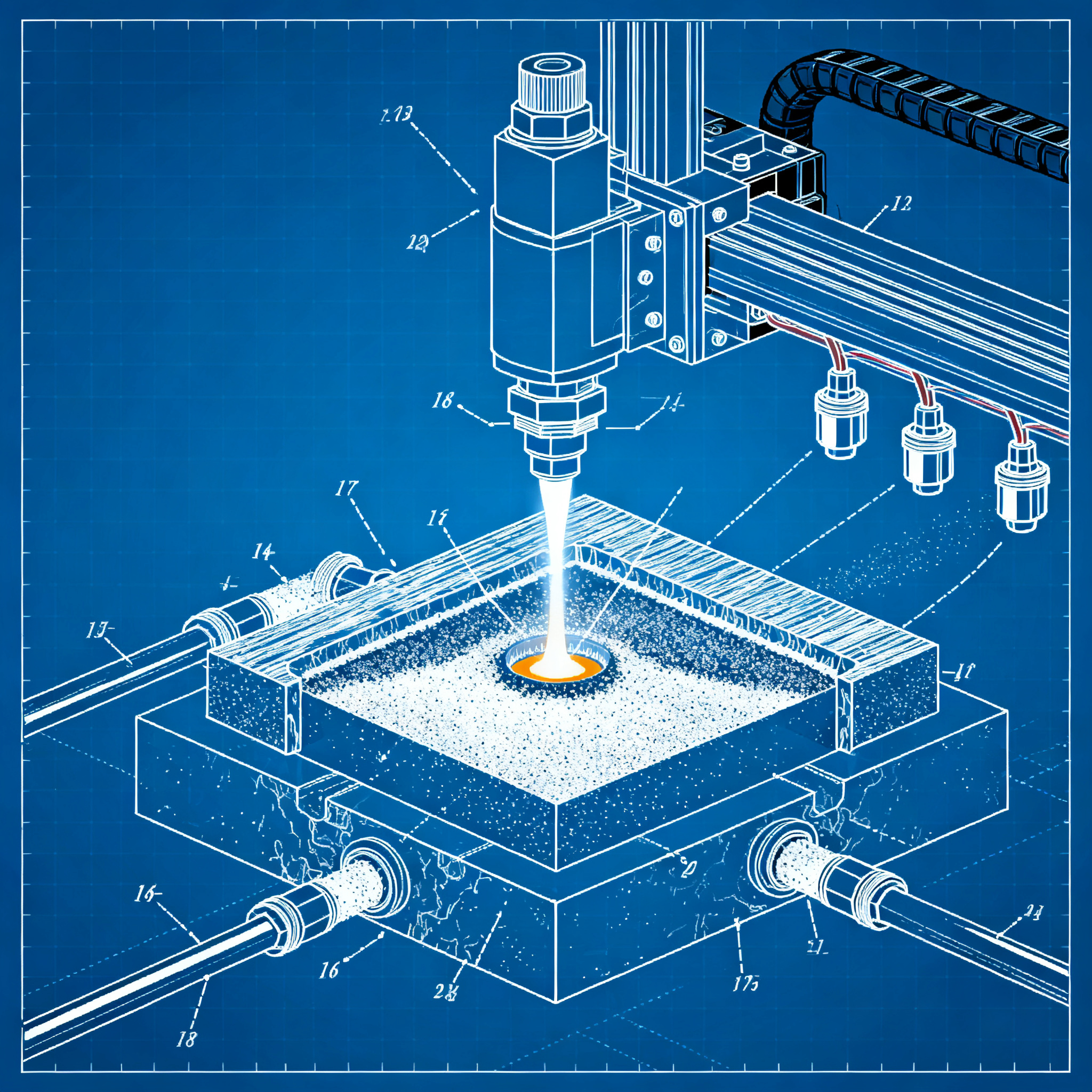
Der Laser Metal Deposition erzeugt Korrosionsschutzbeschichtungen durch Schmelzen von Metallpulver direkt auf dem Substrat, mit einer starken metallurgischen Bindung und ohne Verwendung von hexavalentem Chrom.
Ein Laserstrahl erzeugt lokal ein Schmelzbad auf der Oberfläche der Komponente. Feines Metallpulver wird über Düsen mit Träergas in die Zone eingebracht. Das Pulver schmilzt, verbindet sich mit dem Substrat und bildet eine dichte Schicht.
Im Gegensatz zu traditionellen Oberflächenbehandlungen schafft das Lasercladding eine direkte metallurgische Bindung mit dem Basiswerkstoff. Der Prozess erfordert nicht unbedingt eine geschlossene Kammer, was die Bearbeitung auch von großformatigen Komponenten ermöglicht.
- Selektives Auftragen nur auf korrosionsgefährdeten Zonen
- Präzise Kontrolle von Dicke und Mikrostruktur der Schicht
- Geringe Porosität und reduzierte Rissneigung
- Möglichkeit zur Reparatur von verschlissenen Komponenten ohne CAD-Modell
Die Technologie ermöglicht die Anwendung von Edelmaterialien nur dort, wo sie benötigt werden. Anstatt das gesamte Teil in einer teuren Legierung herzustellen, kann ein kostengünstiges Substrat verwendet und nur die funktionale Oberfläche beschichtet werden.
Korrosionsbeständigkeit: Metalle und Mikrostrukturen
Die Legierungen 904L und 316L bieten dank Nickel und Molybdän eine überlegene chemische Beständigkeit, erfordern jedoch optimierte Prozessparameter, um Defekte während der Erstarrung zu vermeiden.
904L ist ein hochlegierter austenitischer Stahl mit hohem Nickel- und Molybdänanteil, für Umgebungen mit schwerer Korrosion vorgesehen. 316L gehört zu den CrNiMo-Graden, die verwendet werden, wenn eine höhere Beständigkeit als bei Standardrostfreien Stählen erforderlich ist.
Die Verwendung von 904L im Lasercladding stellt spezifische Herausforderungen dar. Der hohe Legierungselementgehalt verbessert die chemische Beständigkeit, macht aber die Erstarrung des Schmelzbades empfindlich. Das Hauptrisiko ist die Bildung von Heißrissen, die die Kontinuität und Haltbarkeit der Schicht beeinträchtigen.
| Parameter | Auswirkung auf die Qualität | Kritische Punkte für 904L |
|---|---|---|
| Laserleistung | Größe des Schmelzbades | Hoch |
| Vorschubgeschwindigkeit | Abkühlzeit | Hoch |
| Pulverdurchsatz | Schichtdicke der abgelagerten Schicht | Mittel |
| Überlappung der Pässe | Homogenität der Beschichtung | Hoch |
Optimierte Beschichtungen zeigen eine kompakte, fast porenfreie Mikrostruktur ohne sichtbare Risse. Die gute Verbindung zwischen Grundmaterial und abgelagertem Schicht resultiert aus einem ausgewogenen Prozessfenster zwischen metallurgischer Qualität und Energieverbrauch.
Die gleichmäßige Verteilung der Legierungselemente in der Matrix verhindert eine lokale Chromverarmung. Dieses Phänomen, das bei hochfesten Stählen üblich ist, begünstigt den Korrosionsbeginn. In Salzumgebungstests erreichen optimierte Materialien Abbauraten von 0,105 Millimetern pro Jahr.
Regulatorischer und umweltbezogener Vergleich mit der Verchromung
Das Lasercladding eliminiert die Verwendung von sechswertigem Chrom Cr(VI), einer in Europa streng klassifizierten und regulierten Substanz, mit einem CO₂-Fußabdruck bis zu 12-mal niedriger im Vergleich zur Hartverchromung.
Die Hartverchromung war jahrzehntelang die Standardlösung zur Verbesserung von Verschleiß- und Korrosionsbeständigkeit. Die Haupteinschränkung ist die Verwendung von sechswertigen Chromverbindungen, die als gefährlich eingestuft werden.
Die European Chemicals Agency – ECHA hat umfassendere Beschränkungen für Cr(VI)-haltige Stoffe vorgeschlagen. Ziel ist es, die Risiken für Arbeitnehmer, Umwelt und die Öffentlichkeit zu verringern, indem sicherere technische Alternativen gefördert werden.
Die Life-Cycle-Assessment-Bewertung optimierter Prozesse zeigt einen CO₂-Fußabdruck, der bis zu etwa 12-mal geringer ist als bei der Hartverchromung. Das Ergebnis hängt vom abgesetzten Material, der Schichtdicke und der Effizienz der Pulververwendung ab.
Das Lasercladding wird nicht nur wegen der Beschichtungsleistung relevant, sondern auch wegen der regulatorischen und umwelttechnischen Verträglichkeit industrieller Wertschöpfungsketten. Additive Technologien ermöglichen die Einhaltung immer strengerer Vorgaben, ohne die Leistung zu beeinträchtigen.
Industrielle Anwendungsfälle: vom Öl- und Gas-Sektor bis zur Luft- und Raumfahrt
Das Lasercladding schützt Bauteile in extremen Umgebungen wie Chemieanlagen, Offshore-Plattformen und Luft- und Raumfahrt-Systemen, reduziert Maschinenstillstände und verlängert die Lebensdauer der Geräte.
Im Chemiesektor gehören Armaturen, Ventile, Pumpen, Laufräder, Flansche und Innenflächen von Prozessbauteilen dazu. Bei Offshore- und Energieanwendungen schützt die lokale Beschichtung Teile, die Salzwasser, Kondensat, aggressive Flüssigkeiten oder thermischen Zyklen ausgesetzt sind.
Bei der Wasseraufbereitung, der Entsalzung und in Rauchgasanlagen kombiniert die selektive Verwendung legierter, beständiger Werkstoffe Oberflächenleistung und Kostenkontrolle. Das Lasercladding dient nicht nur für neue Bauteile, sondern auch zur Wiederherstellung verschlissener oder korrodierter Bereiche.
Typische Anwendung an kritischen Bauteilen
- Diagnose: Identifizierung der korrosionsgefährdeten Zonen durch Inspektion oder 3D-Scan der verschlissenen Komponente.
- Vorbereitung: Reinigung der Oberfläche und Definition der Prozessparameter basierend auf Grundmaterial und Beschichtungslegierung.
- Abscheidung: Laserbeschichtung mit Echtzeitkontrolle von Leistung, Geschwindigkeit und Pulverdurchsatz.
- Prüfung: Zerstörungsfreie Prüfung zur Erkennung von Porosität, Rissen oder Haftungsfehlern vor der Wiederinbetriebnahme.
Die Technologie ermöglicht scanbasierte Reparaturen, auch wenn kein CAD-Originalmodell der Komponente verfügbar ist. Dieser Aspekt ist für teure Industriemaschinen wichtig, da er die Lebensdauer kritischer Teile verlängert und vollständige Austausche reduziert.
Für komplexe Komponenten und schnelle Reparaturen betrifft das Verfahren Luft- und Raumfahrt, Verteidigung, Energie und Marineanwendungen. Diese Anforderungen erfordern gleichzeitig mechanische Festigkeit, Betriebsstabilität und Toleranz gegenüber Feuchtigkeit oder aggressiven Umgebungen.
Das Lasercladding stellt eine technologisch ausgereifte Antwort auf die Probleme von Festigkeit und Nachhaltigkeit dar, die durch industrielle Korrosion entstehen. Das Fraunhofer IPK-Beispiel zeigt eine klare Richtung: Metallurgie, Laserprozess und Umweltbewertung verbinden, um Parameter zu definieren, die zuverlässige Schichten mit geringerer Auswirkung und besserer Nutzung von Edelmetalllegierungen erzeugen.
Der Wechsel von der Hartverchromung zur Laserbeschichtung ist keine automatische Ersetzung. Jede Anwendung erfordert Prüfungen von Haftfestigkeit, Ermüdungsfestigkeit, Rauheit und Maßkompatibilität. Für viele Bauteile ermöglicht das Lasercladding eine gezieltere Strategie, indem eine funktionale Legierung nur dort abgeschieden wird, wo sie benötigt wird.
Entdecken Sie, wie Sie diese Technologie in Ihre Produktionsprozesse integrieren, um Effizienz und normative Compliance zu verbessern.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Fragen & Antworten
- Was sind die Hauptvorteile des Lasercladdings im Vergleich zur Hartverchromung?
- Das Lasercladding eliminiert die Verwendung von Chrom(VI), einer toxischen und regulierten Substanz, und ermöglicht eine präzise Kontrolle der Mikrostruktur. Zudem ermöglicht es die selektive Abscheidung nur in den exponierten Zonen, wodurch der Einsatz teurer Materialien reduziert und der CO₂-Fußabdruck bis zu 12-fach gesenkt wird.
- Wie funktioniert der Lasercladding-Prozess?
- Ein Laserstrahl schmilzt lokal die Oberfläche des Bauteils, während ein Metallpulver über Düsen in die Zone eingebracht wird. Das Pulver schmilzt und verbindet sich mit dem Substrat und erzeugt eine dichte Schicht mit direkter metallurgischer Bindung, ohne geschlossene Kammern zu benötigen.
- Welche Legierungen werden im Lasercladding üblicherweise verwendet und warum?
- Die Legierungen 904L und 316L werden aufgrund ihrer hohen Korrosionsbeständigkeit dank Nickel- und Molybdängehalt üblicherweise eingesetzt. Allerdings erfordern sie optimierte Prozessparameter, um Heißrissbildung während der Erstarrung zu vermeiden.
- In welchen Industriebranchen findet das Lasercladding Anwendung?
- Das Lasercladding wird in Branchen wie Öl & Gas, Luft- und Raumfahrt, Energie und Wasserbehandlung eingesetzt, um Bauteile vor Korrosion, Verschleiß oder extremen Umgebungen zu schützen. Es ist besonders effektiv, um abgenutzte Teile ohne ursprüngliches CAD-Modell zu reparieren.
- Was sind die wichtigsten Phasen der Anwendung von Lasercladding auf einem Bauteil?
- Die Phasen umfassen die Diagnose der zu beschichtenden Zonen, die Oberflächenvorbereitung, die kontrollierte Materialabscheidung und die abschließende Überprüfung durch zerstörungsfreie Prüfungen, um die Fehlerfreiheit und die Qualität der Schicht zu gewährleisten.


