ESAM: 3x faster than the traditional bow?
Electroslag additive manufacturing (ESAM) combines established welding techniques to produce large metal components at unprecedented speeds. Developed by Oak Ridge National Laboratory with ARC Specialties, the process achieves significantly higher deposition rates compared to traditional wire arc additive manufacturing.
ESAM combines electroslag strip cladding (ESC) with wire arc additive manufacturing (WAAM) to build multi-ton components destined for the energy sector. Tests on Alloy 625 demonstrate mechanical properties comparable to cast materials.
How ESAM works
The process leverages the heat of the electric arc and controlled slag melting to build components layer-by-layer at high speed.
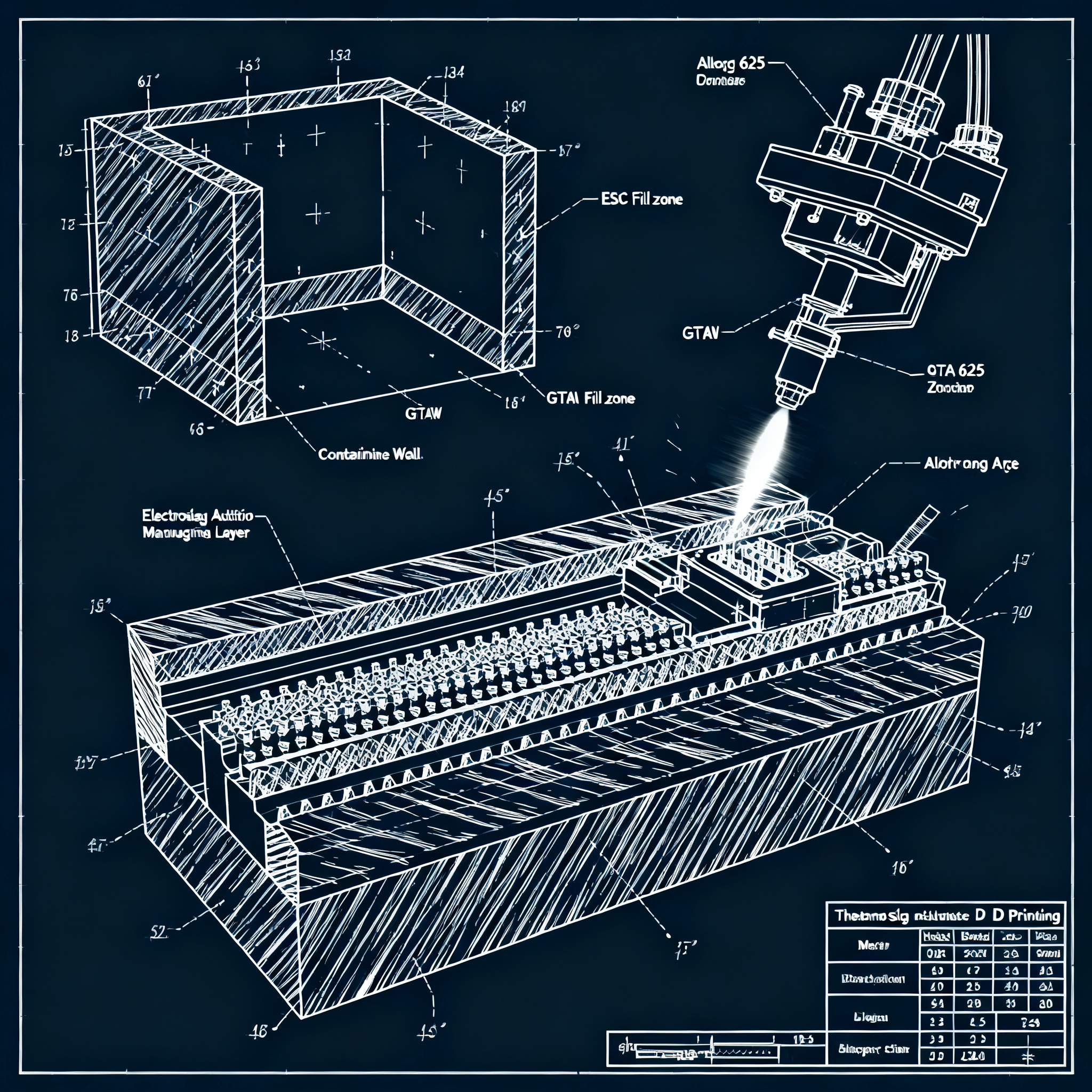
ESAM solves a historical problem of ESC: containing molten slag during deposition. The solution uses GTAW (gas tungsten arc welding) to build containment walls that delimit the ESC deposition zone.
This convergent architecture allows combining the high productivity of ESC with the geometric control of WAAM. In the demonstrative project, walls built with GTAW were filled with ESC to produce complex annular geometries.
- GTAW builds containment walls to confine molten slag
- ESC fills the delimited area with high deposition rates
- The convergent process combines geometric control and productivity
The team first tested the ESC in pure additive mode, evaluating two stacking strategies: direct (ESAM-D) and staggered (ESAM-S). Microstructural analysis revealed a marked texture in the build direction for both configurations.
Advantages over traditional WAAM
Direct comparison between ESAM and classic WAAM shows a significant increase in productivity and surface quality.
ESAM achieves deposition rates several times higher than conventional wire-based processes. This difference is crucial for producing multi-ton components, where build times become a determining economic factor.
The direct stacking strategy generates slightly higher yield strength and ultimate tensile strength. The staggered strategy, on the other hand, offers significantly greater ductility, likely due to variations in iron content.
| Parameter | ESAM-D | ESAM-S |
|---|---|---|
| Strength | Higher | Lower |
| Ductility | Lower | Much higher |
| Deposition rate | 3x+ vs WAAM | 3x+ vs WAAM |
Iron dilution from the steel substrate remains confined primarily to the first deposited layer. This minimizes the impact on the chemical composition of the final component and on its mechanical properties.
Materials and demonstrative applications
Tests on Alloy 625 confirm the feasibility of the process for advanced structural components in the industrial sector.
Alloy 625 is a nickel-based superalloy used in critical high-temperature applications. The mechanical properties achieved with ESAM are comparable to those of cast material, validating the process for structural components.
The energy sector represents the main target for this technology. Large components currently produced with casting and forging could be manufactured with ESAM, reducing times and costs.
The ability to produce multi-tonne components with properties comparable to traditional processes opens up new possibilities for industrial-scale additive manufacturing.
Research published in Additive Manufacturing Letters demonstrates that ESAM can support the transition to additive manufacturing for applications previously dominated by subtractive or formative processes. The combination of speed and quality positions the process as a competitive alternative.
Conclusion
ESAM represents a qualitative leap in the metal additive manufacturing sector for large volumes. The convergence between ESC and WAAM overcomes the limitations of individual processes, offering high productivity without sacrificing geometric control.
The process fits into a broader trend towards ever higher deposition rates and greater process robustness for large-scale industrial applications. Discover how this technology can reduce production times without compromising quality.
article written with the help of artificial intelligence systems
Q&A
- What is electroslag additive manufacturing (ESAM) and what are its main characteristics?
- ESAM is an additive manufacturing technology developed by Oak Ridge National Laboratory that combines electroslag strip cladding (ESC) with wire arc additive manufacturing (WAAM). The process allows for the high-speed construction of multi-tonne metallic components, with deposition rates up to 3 times higher than traditional WAAM.
- How does the ESAM process work and what techniques does it use?
- The process exploits the heat of the electric arc and the controlled melting of the slag to build components layer-by-layer. It uses GTAW to create containment walls that confine the molten slag, inside which the ESC deposition takes place, combining high productivity with geometric control.
- What advantages does ESAM offer compared to traditional wire arc additive manufacturing (WAAM)?
- ESAM offers significantly higher deposition rates, better surface quality and shorter production times. It is particularly advantageous for large components, where construction speed is crucial from an economic point of view.
- What are the differences between ESAM-D and ESAM-S stacking strategies?
- The direct strategy (ESAM-D) ensures greater resistance to yielding and breaking load, while the staggered strategy (ESAM-S) offers significantly greater ductility. Both maintain deposition rates more than 3 times higher than traditional WAAM.
- What materials have been tested with ESAM and what results were obtained?
- Tests were conducted on Alloy 625, a nickel-based superalloy. The results showed mechanical properties comparable to those of the cast material, demonstrating the suitability of the process for advanced structural components in industrial applications.


