ESAM: ¿3x más rápido que el arco tradicional?
La fabricación aditiva electroslag (ESAM) combina técnicas de soldadura consolidadas para producir grandes componentes metálicos a velocidades sin precedentes. Desarrollado por el Laboratorio Nacional Oak Ridge con ARC Specialties, el proceso alcanza tasas de deposición notablemente superiores en comparación con la fabricación aditiva por arco con alambre tradicional.
ESAM combina el revestimiento electroslag por lámina (ESC) con la fabricación aditiva por arco con alambre (WAAM) para construir componentes de múltiples toneladas destinados al sector energético. Las pruebas en la aleación 625 demuestran propiedades mecánicas comparables a los materiales fundidos.
Cómo funciona ESAM
El proceso aprovecha el calor del arco eléctrico y la fusión controlada de la escoria para construir componentes capa por capa a alta velocidad.
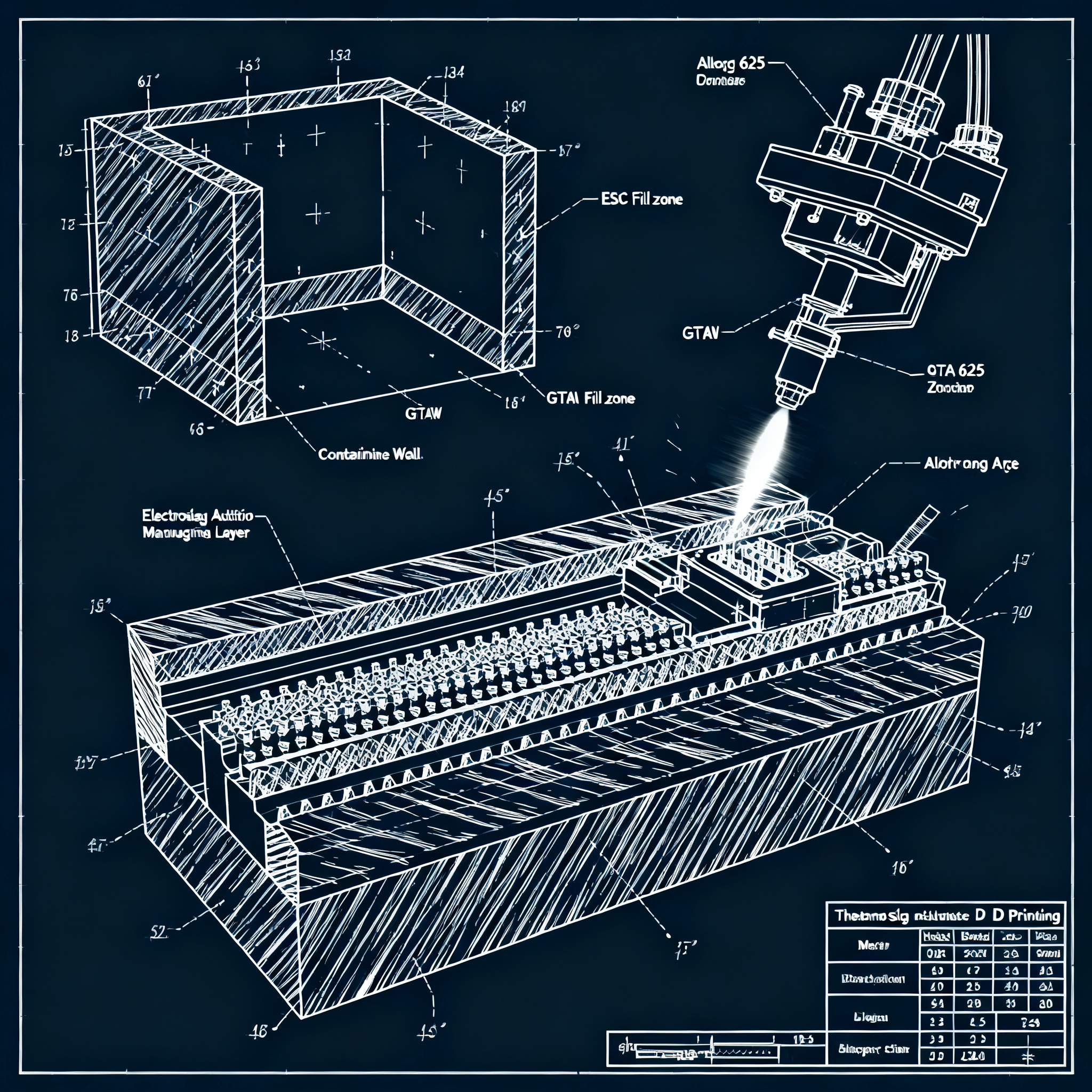
ESAM resuelve un problema histórico del ESC: contener la escoria fundida durante la deposición. La solución utiliza el GTAW (soldadura por arco de tungsteno con gas) para construir paredes de contención que delimitan la zona de deposición ESC.
Esta arquitectura convergente permite combinar la alta productividad del ESC con el control geométrico del WAAM. En el proyecto demostrativo, las paredes construidas con GTAW se rellenaron con ESC para producir geometrías anulares complejas.
- GTAW construye paredes de contención para confinar la escoria fundida
- ESC rellena el área delimitada con tasas de deposición elevadas
- El proceso convergente une control geométrico y productividad
El equipo probó primero el ESC en modo aditivo puro, evaluando dos estrategias de apilamiento: directo (ESAM-D) y escalonado (ESAM-S). El análisis microestructural reveló una marcada textura en la dirección de construcción para ambas configuraciones.
Ventajas frente al WAAM tradicional
La comparación directa entre ESAM y WAAM clásico muestra un incremento significativo de productividad y calidad superficial.
ESAM alcanza tasas de deposición varias veces superiores a los procesos convencionales basados en hilo metálico. Esta diferencia es crucial para producir componentes multitonelada, donde los tiempos de construcción se convierten en un factor económico determinante.
La estrategia de apilamiento directo genera una resistencia a la fluencia y una carga de rotura ligeramente superiores. La escalonada, en cambio, ofrece una ductilidad significativamente mayor, probablemente debida a variaciones en el contenido de hierro.
| Parámetro | ESAM-D | ESAM-S |
|---|---|---|
| Resistencia | Superior | Inferior |
| Ductilidad | Inferior | Mucho superior |
| Tasa de deposición | 3x+ vs WAAM | 3x+ vs WAAM |
La dilución de hierro del sustrato en acero permanece confinada principalmente a la primera capa depositada. Esto minimiza el impacto en la composición química del componente final y en sus propiedades mecánicas.
Materiales y aplicaciones demostrativas
Las pruebas en Alloy 625 confirman la viabilidad del proceso para componentes estructurales avanzados en el ámbito industrial.
Alloy 625 es una superaleación a base de níquel utilizada en aplicaciones críticas de alta temperatura. Las propiedades mecánicas obtenidas con ESAM resultan comparables a las del material fundido, validando el proceso para componentes estructurales.
El sector energético representa el principal objetivo para esta tecnología. Componentes de grandes dimensiones actualmente producidos con fundición y forja podrían ser realizados con ESAM, reduciendo tiempos y costes.
La capacidad de producir componentes multitónelada con propiedades comparables a los procesos tradicionales abre nuevas posibilidades para la producción aditiva a escala industrial.
La investigación publicada en Additive Manufacturing Letters demuestra que ESAM puede apoyar la transición hacia la producción aditiva para aplicaciones previamente dominadas por procesos sustractivos o formativos. La combinación de velocidad y calidad coloca el proceso como una alternativa competitiva.
Conclusión
ESAM representa un salto cualitativo en el sector de la fabricación aditiva metálica para grandes volúmenes. La convergencia entre ESC y WAAM supera los límites de los procesos individuales, ofreciendo alta productividad sin sacrificar el control geométrico.
El proceso se inserta en una tendencia más amplia hacia tasas de deposición cada vez más elevadas y mayor robustez procesal para aplicaciones industriales a gran escala. Descubra cómo esta tecnología puede reducir los tiempos de producción sin comprometer la calidad.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Preguntas y respuestas
- ¿Qué es la fabricación aditiva por electroescoria (ESAM) y cuáles son sus características principales?
- ESAM es una tecnología de producción aditiva desarrollada por Oak Ridge National Laboratory que combina el revestimiento por electroescoria (ESC) con la fabricación aditiva por arco con alambre (WAAM). El proceso permite construir componentes metálicos multitónelada a alta velocidad, con tasas de deposición hasta 3 veces superiores en comparación con el WAAM tradicional.
- ¿Cómo funciona el proceso ESAM y qué técnicas utiliza?
- El proceso aprovecha el calor del arco eléctrico y la fusión controlada de la escoria para construir componentes capa por capa. Utiliza el GTAW para crear paredes de contención que confinan la escoria fundida, dentro de la cual ocurre la deposición ESC, combinando alta productividad con control geométrico.
- ¿Qué ventajas presenta ESAM frente al WAAM tradicional?
- ESAM ofrece tasas de deposición considerablemente superiores, mejor calidad superficial y tiempos de producción reducidos. Es particularmente ventajoso para componentes de grandes dimensiones, donde la rapidez de construcción es crucial desde el punto de vista económico.
- ¿Cuáles son las diferencias entre las estrategias de apilamiento ESAM-D y ESAM-S?
- La estrategia directa (ESAM-D) garantiza mayor resistencia al desgaste y carga de rotura, mientras que la escalonada (ESAM-S) ofrece una ductilidad significativamente mayor. Ambas mantienen tasas de deposición más de 3 veces superiores al WAAM tradicional.
- ¿Qué materiales se han probado con ESAM y qué resultados se han obtenido?
- Las pruebas se realizaron en la aleación 625, una superaleación a base de níquel. Los resultados mostraron propiedades mecánicas comparables a las del material fundido, demostrando la idoneidad del proceso para componentes estructurales avanzados en el ámbito industrial.


