Two wires instead of one: how multi-wire deposition is accelerating metal 3D printing
Printing large metal structures up to seven meters tall takes time, a lot of time. But what if adding a second wire could halve the wait time while keeping the final part's quality intact?
Cited patents
- SYSTEMS AND METHODS FOR INCREASING DEPOSITION RATES USING MULTIPLE FEED WIRES AND DEPOSITION — 21 January 2026
Wire-based metal 3D printing (wire-DED) is gaining ground in sectors like aerospace and energy, where large titanium or steel components must be produced with less waste than traditional machining. Companies like Norsk Titanium and Airbus are already using wire-based processes to build near-net-shape preforms of structural components, reducing unfavorable buy-to-fly ratios typical of subtractive machining. The limitation? Deposition speed remains the main bottleneck.
What problem does it solve
Traditional metal 3D printing suffers from low deposition speed, which limits its applicability in high-volume production.
In conventional wire-DED processes, a single metal wire is fed into a melt pool (weld pool) created by an energy source – laser, electric arc, or plasma. The wire melts and deposits along the print head's path, building the part layer by layer. However, the physics of the process imposes strict limits: the speed at which the wire can be fed into the pool depends on the amount of energy supplied and the speed of the head's movement. Exceeding these limits leads to deposition defects, such as lack of fusion or porosity.
The result is that building large components – such as structural brackets for the A350 or bases for the energy industry – requires tens or hundreds of hours of printing. For high-volume industrial applications, this slowness makes the technology uncompetitive compared to established processes, even when the material savings would be significant.
The idea in 60 seconds
Using two metal wires instead of one allows doubling the amount of material deposited per unit of time, while maintaining quality control thanks to advanced computational models.
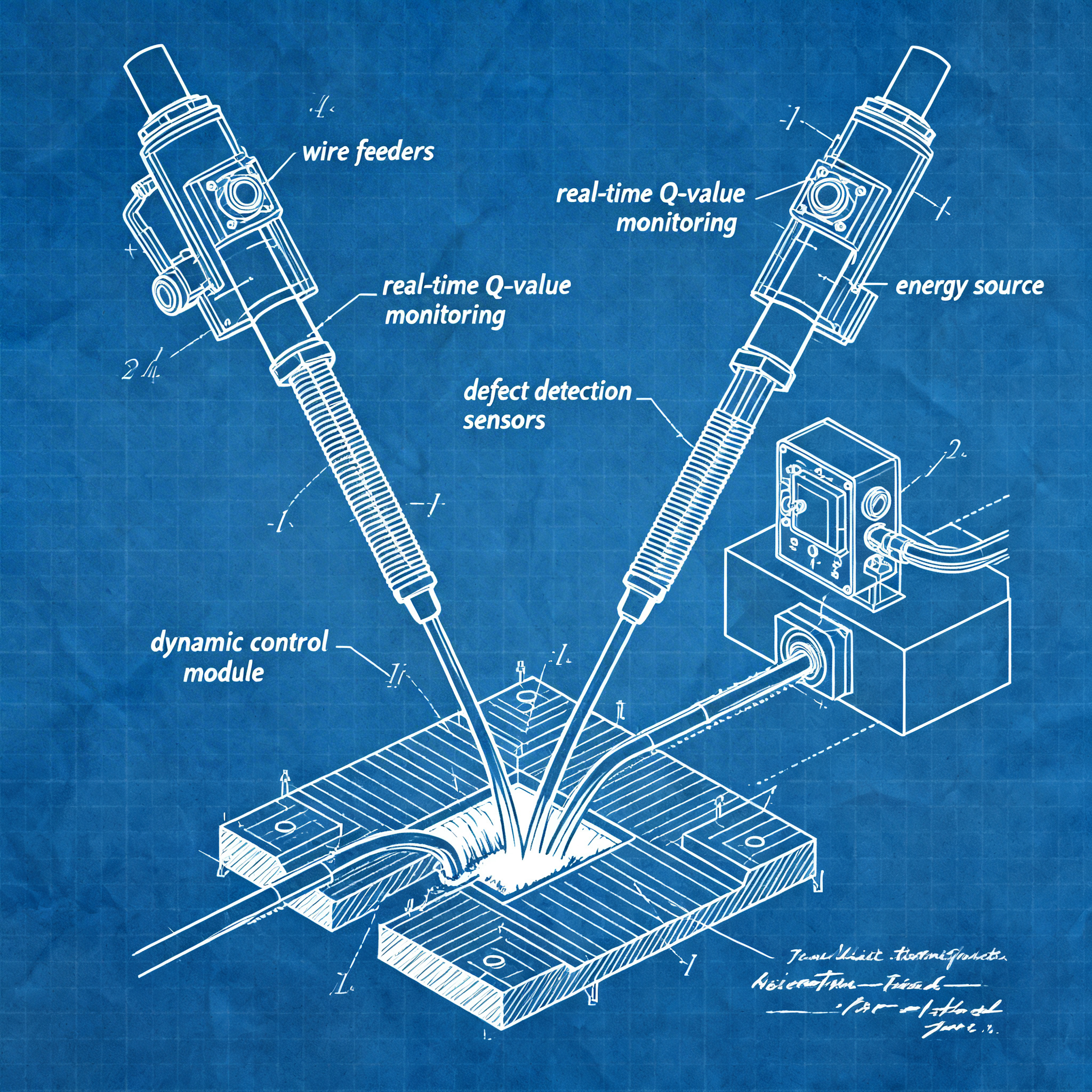
The patent SYSTEMS AND METHODS FOR INCREASING DEPOSITION RATES USING MULTIPLE FEED WIRES AND DEPOSITION introduces a direct approach: adding a second wire to the process. The first wire (electrode wire) continues to provide electrical energy to the melt pool, exactly as in conventional systems. The second wire is fed into the same pool but serves exclusively to deposit additional material, without contributing to the energy input.
The key lies in dynamic control: a mathematical model calculates in real time the optimal feed speed of the second wire based on the supplied electrical power, the speed of the head's movement, and the speed of the first wire. The model is based on a parameter called the “Q value,” which represents the ratio between energy supplied and material deposited. Keeping this value within defined limits allows the system to avoid deposition defects and maximize the material deposition rate.
The patent also describes the use of sensors to detect any defects at the edges of the deposited bead and to further optimize parameters during printing. In some configurations, the two wires can be of different alloys, allowing the construction of structures with variable properties along the part.
What really changes (tangible improvements)
Construction times are halved without loss of precision; the system can also optimize parameters during the operation.
The most evident increase is in speed: feeding two wires simultaneously in the melt pool theoretically doubles the deposition rate, with the same energy input. This means that a component that required 100 hours of printing could be completed in 50 hours, with direct impacts on production costs and plant throughput.
Dynamic control based on mathematical models allows the system to continuously adapt the speed of the second wire during printing, compensating for variations in operating conditions – such as fluctuations in laser power or the thermal environment of the part. This reduces the need for manual calibrations and increases process repeatability, a critical requirement for regulated sectors such as aerospace.
The possibility of using two different alloys opens up interesting scenarios for functionally graded components: for example, deposits with wear-resistant surfaces and more ductile cores, or parts with high thermal conductivity zones combined with insulating zones. This would eliminate the need to assemble multi-material components, reducing post-processing times and costs.
From a supply chain perspective, the system continues to use standard metallic wires, already available for industrial welding. It does not require expensive atomized powders or specialized supply chains, maintaining the economic advantages of wire-DED over powder-bed processes.
Example in company / on the market
An aerospace company has already tested this technology to produce complex metallic components in reduced times, maintaining high quality standards.
The patent does not explicitly cite use cases, but the industrial context of wire-DED provides clear indications. Airbus is already using wire-DED processes for structural components of the A350, such as areas around the Cargo Door Surround, with deposition speeds on the order of kilograms per hour. The adoption of a dual-wire system could bring these speeds to double levels, making the use of 3D printing economically sustainable for even larger parts or for higher production volumes.
Norsk Titanium, which uses a proprietary process called Rapid Plasma Deposition to produce titanium components for Boeing and Spirit AeroSystems, could benefit from a multi-wire system to further reduce lead times and compete with traditional supply chains. In the energy sector, where wire-DED is being explored to produce large bases or turbine components, doubling the deposition speed would make the technology competitive even for small-batch productions.
Aconity3D, a German manufacturer of wire-DED systems, recently introduced a multi-material head for its AconityWIRE system, capable of using up to three different materials in a single build. This solution is already in use at the Rosenheim Technical University of Applied Sciences for research on multi-material parts. The integration of a dual-wire system with dynamic control could be the next step to bring this capability into industrial production.
Trade-offs and limits
The increase in complexity requires predictive software and precise calibrations; any errors in the models can cause structural defects.
Adding a second wire means doubling the variables to be controlled. The mathematical model must take into account complex interactions between the two wires, the molten pool, and the substrate. If the model does not correctly consider environmental variables – such as the workpiece temperature or variations in the wire composition – defects such as porosity, lack of fusion, or thermal distortions may emerge.
The system requires additional sensors to monitor the deposition quality in real time and detect defects at the weld bead edges. This increases the initial costs of the plant and requires specific expertise for integration and maintenance. The initial calibration of the system is more complex compared to a single-wire process and may require weeks of testing to optimize parameters for each combination of materials and geometries.
From a safety point of view, the use of two wires increases the risk of mechanical collisions between the feeders, especially in complex geometries or with variable deposition angles. The patent does not specify how these situations are managed, leaving open the question of the system's robustness under real operating conditions.
Finally, the possibility of using two different alloys introduces metallurgical challenges: uncontrolled mixing of the alloys in the molten pool could produce undesirable phases or unpredictable mechanical properties. The control of the final chemical composition requires even more sophisticated models and could limit the combinations of materials that can be used.
article written with the help of artificial intelligence systems
Q&A
- What is the main advantage of using two wires instead of one in metal 3D printing?
- The main advantage is the doubling of the material deposition speed, halving production times without compromising the quality of the final part.
- How does the dynamic control of the second wire work in the dual-wire process?
- A mathematical model calculates in real time the optimal feed speed of the second wire based on parameters such as electrical power, head speed, and operating conditions, keeping the 'Q value' within defined limits to avoid defects.
- What are the main industrial applications of multi-wire wire-DED?
- The main applications are in the aerospace and energy sectors, for the production of large structural components such as brackets, bases, and aircraft parts, where a high material waste reduction ratio is required.
- What economic and productive advantages does the use of dual-wire technology bring?
- It allows halving production times, reducing operating costs, and increasing throughput, making metal 3D printing more competitive compared to traditional methods, especially for small-batch production or large components.
- What are the main limitations and challenges of the multi-wire technology described in the patent?
- The limitations include increased complexity of parameter control, the risk of structural defects if models are not precise, higher initial costs for sensors and calibrations, and possible mechanical safety issues due to the presence of two wires.


