Kühlung im Millimeterbereich
In der neuen Generation von Elektronikgeräten, in denen jeder Watt zählt und der Raum in Bruchteilen von Millimetern gemessen wird, wird das Wärmemanagement zum wahren Engpass. Eine neue Formulierung einer fotopolymerisierbaren Keramikschlammversprechen, 3D-Strukturen mit Kühlschlitzen von bis zu 0,2 mm zu drucken, was neue Möglichkeiten für integrierte Kühlkörper, Waferplatten und wassergekühlte Laserspiegel eröffnet.
Das Patent konzentriert sich auf ein konkretes Problem: Bei traditionellen Keramikkomponenten mit internen Kanälen werden zwei Hälften mit Siliziumcarbid-basierten Klebstoffen verklebt. Während der Sinterung verstopfen kleine Mengen an ausgetretener Klebstoff die Kanäle. Ist der Kanal 5-10 mm breit, ist das Problem beherrschbar. Unter einem Millimeter wird es kritisch.
Die verborgene Revolution in den 0,2 mm-Kanälen
Eine neue Formulierung eines Keramik-Slurries ermöglicht den 3D-Druck von Strukturen mit internen Kanälen, die dünner sind als je zuvor, und eliminiert die Grenzen der traditionellen, auf Klebung basierenden Produktion.
Der patentierte Schlamm enthält zwischen 50 und 70 Gew.-% undurchsichtige Keramikpartikel, zwischen 30 und 50 Gew.-% fotopolymerisierbares Harz und zwischen 0,3 und 1,0 Gew.-% Dispergiermittel. Letzteres ist der eigentliche Wendepunkt: Es begünstigt das Eindringen des Lichts in das undurchsichtige Material und ermöglicht eine gleichmäßige Polymerisation auch bei hohen Keramikkonzentrationen.
Der Prozess nutzt die bereits in der Branche verbreitete Digital Light Processing (DLP)-Technologie. Ein Bildschirm projiziert das Bild jeder Schicht auf die Slurry-Wanne und härtet das Material punktweise aus. Die Bauplatte hebt sich, eine neue Slurry-Schicht wird verteilt und der Zyklus wiederholt sich.
- 50-70% Keramikpartikel, undurchsichtig (Siliziumcarbid)
- 30-50% photopolymerisierbares Harz
- 0,3-1% Dispergiermittel für die Lichtpenetration
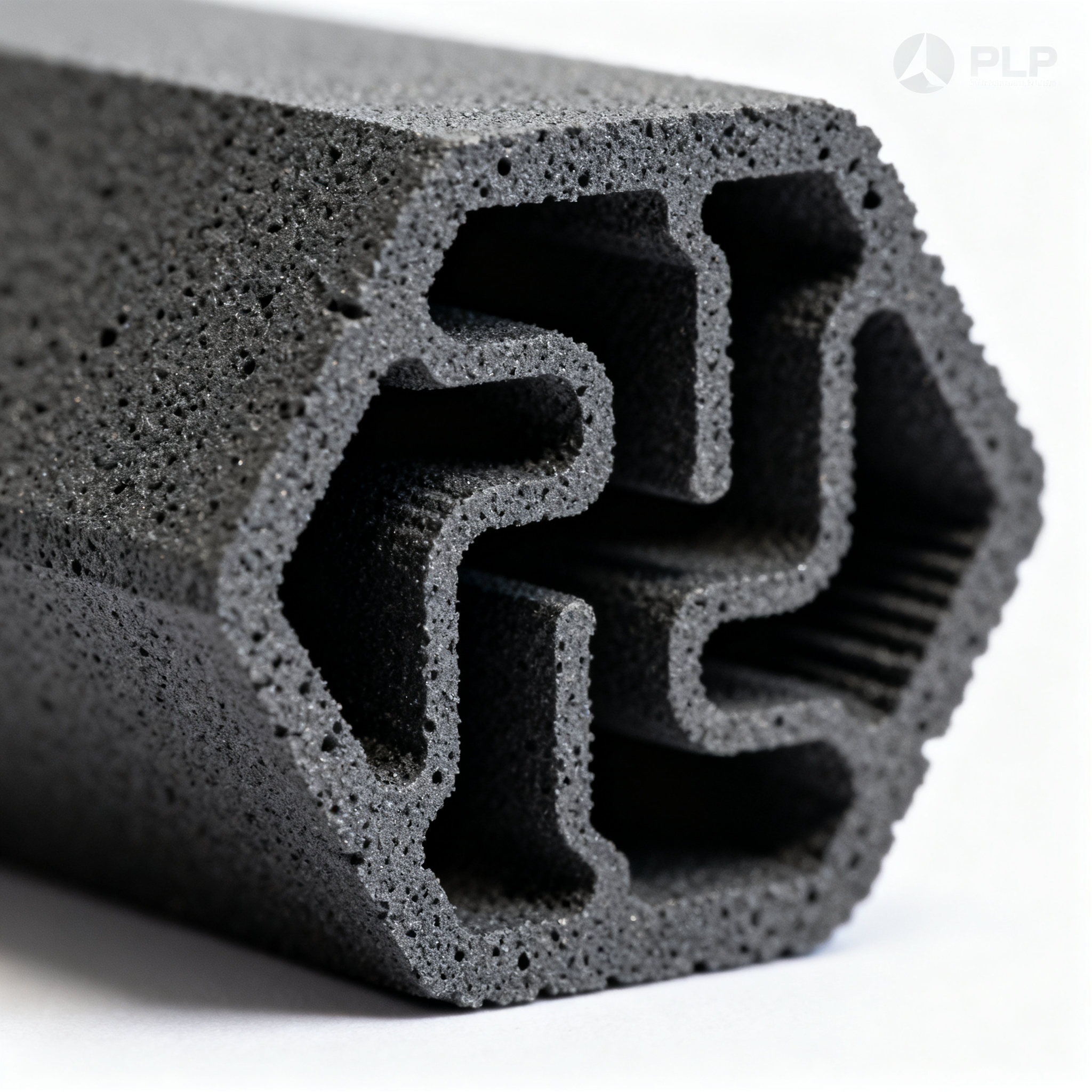
Nach dem Druck wird die grüne Komponente gereinigt, einem Entbinderungsprozess zur Entfernung der Polymere unterzogen und schließlich gesintert oder reaktiv gebunden. Das Ergebnis ist ein monolithischer Keramikkörper mit internen Kanälen mit Größen zwischen 0,2 und 5 mm, ohne Fugen oder Klebstoffrückstände.
Abschied vom Kleber, so funktioniert es
Die Technologie eliminiert das Problem der Kanalverstopfung durch Klebstoffaustritt während der Sinterung, eine kritische Einschränkung bei Komponenten mit ultradünnen Merkmalen.
Im traditionellen Prozess werden zwei Grünformlinge mit Oberflächenkanälen bearbeitet, mit SiC-basiertem Kleber verbunden und dann gesintert. Der Montagedruck drängt unweigerlich kleine Mengen an Kleber in die Kanäle. Bei Größen über 5 mm ist das Problem marginal. Unter 1 mm kann eine Kleberperde den Querschnitt drastisch reduzieren oder den Durchgang vollständig blockieren.
Der neue Ansatz baut die Komponente in einem einzigen Stück, Schicht für Schicht, auf. Es gibt keine Verbindungsflächen, keinen Kleber, kein Risiko der Extrusion. Die Kanäle werden direkt in der CAD-Datei definiert und mit Präzision im Druck reproduziert.
Fertigungsprozess
- DLP-Druck: Der Slurry wird schichtweise gemäß dem CAD-Modell polymerisiert.
- Reinigung: Entfernung des nicht polymerisierten Slurries von der Oberfläche und den internen Kanälen.
- Entbinden: Thermische Entfernung der organischen Polymere.
- Sinterung oder Reaktion: Endverdichtung des Keramikkörpers.
Das Patent zitiert konkrete Anwendungen: Wafer-Platten mit integrierten Kühlkanälen, Spiegel für wassergekühlte Kollektoren, Spiegel für Hochenergielaser und Mikro-Kühler für Elektronikgeräte. In all diesen Fällen ermöglicht die Fähigkeit, dünne und komplexe Kanäle herzustellen, eine höhere thermische Effizienz und einen geringeren Platzbedarf.
Kompromisse und reale Grenzen
Trotz der Vorteile bleiben Unsicherheiten bezüglich der Stabilität der Slurry im Zeitverlauf und der Skalierbarkeit des Prozesses bei hohen Produktionsvolumen.
Das Patent liefert keine Daten zur Haltbarkeit der Slurry bei der Lagerung. Hochkonzentrierte Keramiksuspensionen neigen dazu, mit der Zeit zu sedimentieren oder Aggregate zu bilden, was vor der Verwendung eine Rührung oder eine Konditionierung erfordert. Es ist nicht klar, wie lange die Slurry ihre optimalen rheologischen und Fotopolymerisations-Eigenschaften beibehält.
Auch die industrielle Skalierbarkeit bleibt noch zu beweisen. Die DLP-Technologie ist für Prototypen und kleine Serien ausgereift, aber die Fertigungsvolumina sind im Vergleich zu Prozessen wie Binder Jetting oder Pressen begrenzt. Das Patent gibt keine Druckzeiten, Stückkosten oder direkte Vergleiche mit traditionellen Methoden bei Produktionslosen an.
Das Patent klärt nicht die Langzeitstabilität der Slurry und liefert auch keine Daten zu Kosten und Produktionszeiten im Vergleich zu traditionellen Methoden. Die Skalierbarkeit auf industrielle Volumina bleibt unklar.
Ein weiterer kritischer Aspekt ist die Korrosionsbeständigkeit und die thermische Leitfähigkeit der fertigen Komponenten. Das Patent erwähnt, dass Klebemethoden mit Glas als Alternative zu SiC-Kleber eine geringe Korrosionsbeständigkeit und eine niedrige Leitfähigkeit aufweisen. Es wird jedoch kein quantitativer Vergleich zwischen den Materialeigenschaften der gedruckten Teile und denen traditionell reaktiv gebundener Komponenten bereitgestellt.
Wie sehr uns das gefehlt hat
Die direkte Integration mit bestehenden Systemen wie Micro-Coolern und Wafer-Tafeln zeigt, dass die Technologie so konzipiert wurde, um in aktuelle Produktionsabläufe zu integrieren.
Das Patent zitiert explizit Komponenten, die bereits in der Halbleiter- und Photonikindustrie eingesetzt werden: wassergekühlte Wafer-Tafeln, Mikro-Kühler für Elektronikkomponenten, Spiegel für Hochenergielaser. Diese Produkte existieren bereits, werden aber mit Methoden hergestellt, die die geometrische Komplexität und die Miniaturisierung der Kanäle begrenzen.
Die Möglichkeit, direkt Kanäle von 0,2 mm zu drucken, eröffnet konkrete Verbesserungsmöglichkeiten. Bei Mikro-Kühlern erhöhen dünnere und zahlreichere Kanäle die Wärmeaustauschfläche, ohne das Bauraumvolumen zu vergrößern. In Wafer-Tafeln verbessert ein dichteres Kühlkanalnetz die thermische Gleichmäßigkeit, reduziert Verformungen und erhöht die Prozessgenauigkeit.
| Anwendung | Traditionelle Kanalgröße | DLP-Kanalgröße |
|---|---|---|
| Wafer-Tafeln | 5-10 mm | 0,2-1 mm |
| Micro-cooler | 1-5 mm | 0,2-1 mm |
| Speziell gekühlte Laserspiegel | 5-10 mm | 0,2-5 mm |
Die DLP-Technologie ist bereits weit verbreitet und etabliert. Die Formulierung der Slurry ist speziell auf bestehende industrielle Anwendungen zugeschnitten. Dies macht eine schrittweise Einführung in den kommenden Jahren plausibel, beginnend in Nischen mit hohem Mehrwert, wo die thermische Genauigkeit die höheren Prozesskosten rechtfertigt.
Diese Technologie markiert einen Wendepunkt im thermischen Design für fortgeschrittene Elektronik. Die Fähigkeit, dünne Kanäle ohne Risiko einer Verstopfung zu drucken
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Fragen & Antworten
- Wie ist die Mindestgröße der Kühkanäle, die mit der neuen keramischen Slurry-Formulierung realisierbar sind?
- Die neue Formulierung ermöglicht das 3D-Drucken von Strukturen mit internen, dünnen Kanälen bis zu 0,2 mm. Dies eliminiert die Probleme der Verstopfung durch traditionelles Kleben. Solche Kanäle sind ideal für Anwendungen wie integrierte Wärmeabfuhrkörper und Micro-Cooler.
- Was sind die Hauptkomponenten des patentierten Slurry?
- Der Slurry enthält 50 bis 70 Gewichtsprozent undurchsichtiger keramischer Partikel (wie Siliziumkarbid), 30 bis 50 Gewichtsprozent photopolymerisierbarer Harze und 0,3 bis 1 Gewichtsprozent Dispergiermittel. Das Dispergiermittel fördert das Eindringen des Lichts für eine gleichmäßige Polymerisation. Es wird im DLP-Druck verwendet, um monolithische Keramikkörper zu schaffen.
- Was sind die Hauptschritte des Fertigungsprozesses?
- Der Prozess umfasst den DLP-Druck schichtweise nach dem CAD-Modell, die Reinigung zur Entfernung des nicht polymerisierten Slurry, das thermische Entbinden zur Beseitigung der Polymere und das Sintern oder reaktive Binden zur Verdichtung der Keramik. Dies erzeugt Bauteile ohne Fugen oder Klebstoffrückstände. Die Kanäle werden direkt in der CAD-Datei definiert.
- Welche konkreten Anwendungen nennt das Patent?
- Das Patent erwähnt Wafer-Tische mit integrierten Kühlkanälen, Spiegel für Kollektoren und wassergekühlte Hochenergielaser sowie Mikrokühler für Elektronikgeräte. Kanäle von 0,2 mm erhöhen die thermische Effizienz, indem sie den Platzbedarf reduzieren. Im Vergleich zu traditionellen Methoden ermöglichen sie komplexere und miniaturisierte Geometrien.
- Was sind die Haupteinschränkungen der beschriebenen Technologie?
- Es bestehen Unsicherheiten bezüglich der Langzeitstabilität der Slurry, die sedimentieren und Rühren erfordern kann, und bezüglich der Skalierbarkeit auf hohe industrielle Volumen. Es werden keine Daten zu Druckzeiten, Kosten oder Vergleichen mit traditionellen Methoden bereitgestellt. Eine quantitative Analyse zu Korrosionsbeständigkeit und Wärmeleitfähigkeit fehlt ebenfalls.


