3 Komponenten, 1 Pumpe: Der Trick liegt in den Halterungen?
3D-Druck beschränkt sich nicht mehr nur auf die Herstellung statischer Objekte. Durch gezielte Eingriffe während des Prozesses können komplexe Systeme wie voll funktionsfähige Zentrifugalepumpen erstellt werden, indem Lager und Dichtungen integriert werden, während der Drucker arbeitet.
Print-in-Place: Wenn der Druck zur Montage wird
Das Einfügen von Lagern, O-Ringen und Wellen während des Drucks ermöglicht es, die Anzahl der Teile zu reduzieren und die Funktionalität des Endsystems zu erhöhen.
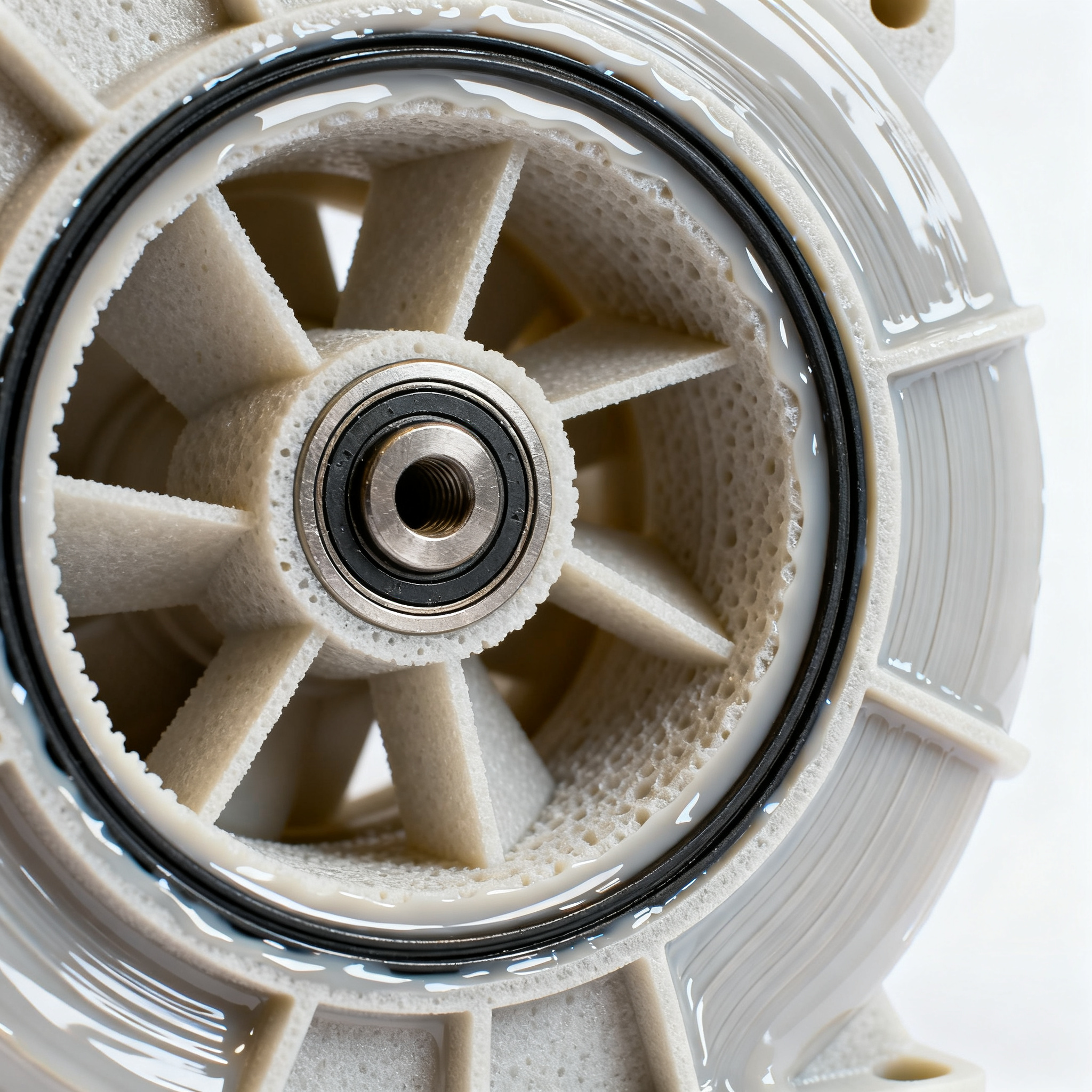
Das Projekt von Ben von Designed to Make zeigt, wie eine Zentrifugalepumpe in einer einzigen Datei gedruckt werden kann. Der Prozess erfordert jedoch präzise Eingriffe während des Drucks: Ein Lager wird in der Mitte des Prozesses positioniert, während einige Filamentwechsel ermöglichen, auflösbare Stützen in den kritischen Bereichen zu verwenden.
Diese Technik fällt nicht streng in den traditionellen Print-in-Place-Bereich. Der Vorteil liegt darin, die Nachmontage komplexer mechanischer Komponenten zu eliminieren. Das Laufrad und das Gehäuse weisen dreidimensionale Krümmungen auf, die die Effizienz verbessern und den Druck ohne externe Stützen ermöglichen.
- Lager, das in der Mitte des Prozesses eingefügt wird, um die drehende Welle zu unterstützen
- Positionierte O-Ringe zur Gewährleistung flüssiger Dichtungen
- Auflösbare Stützen, die mit automatischem Filamentwechsel gedruckt werden
Stützstrukturen, die sich auflösen: Das Geheimnis perfekt flüssiger Haltungen
Die Wahl des Stützmaterials kann den Unterschied zwischen einem Prototyp, der undicht ist, und einem funktionierenden System ausmachen.
Die Stützstrukturen, die sich auflösen, sind der Schlüssel zur Erstellung komplexer innerer Geometrien. Bei der Pumpe werden diese Stützstrukturen in den Bereichen gedruckt, in denen das Laufrad frei im Gehäuse rotieren muss. Der Auflösungsprozess dauert etwa drei Tage, gewährleistet aber die vollständige Entfernung ohne Beschädigung der kritischen Oberflächen.
Die gekrümmte Geometrie des Laufrads und des Gehäuses stellt eine besondere Herausforderung dar. Würde das Laufrad während des Drucks hinzugefügt, würde sein oberer Teil mit dem Druckkopf kollidieren. Die Stützstrukturen, die sich auflösen, lösen dieses Problem, indem sie den Druck der gesamten Struktur in einem durchgehenden Vorgang ermöglichen.
Intelligente Nachbearbeitung: Epoxy-Beschichtung und kritische Oberflächenbehandlung
Eine gezielte Nachbearbeitung verbessert die mechanische Festigkeit und die Dichtigkeit, insbesondere in Hochdrucksystemen.
Nach der Auflösung der Stützstrukturen wird das Pumpengehäuse mit Epoxidharz beschichtet. Diese Beschichtung verhindert Leckagen und verstärkt die Wände und wandelt so einen Prototyp aus Kunststoff in ein funktionstüchtiges Gerät um. Die Behandlung versiegelt die für den FDM-Druck typischen Mikroporositäten.
Von Ben durchgeführte Tests zeigten beeindruckende Leistungen. Im Vergleich zu früheren Designs, die zum Testen verschiedener Laufradkonfigurationen verwendet wurden, zeigte die Monoblock-Pumpe in den meisten gemessenen Kategorien wettbewerbsfähige Leistungen.
Die Beschichtung ist nicht nur ästhetisch: Sie schafft eine wasserdichte Barriere, die für Systeme, die Flüssigkeiten unter Druck verarbeiten, unerlässlich ist, und gleicht die der FDM-Drucktechnik innewohnende Porosität aus.
Vergleich von Ansätzen: FDM vs. alternative Technologien
Jede Technologie hat eindeutige Stärken: Präzision, Widerstandsfähigkeit oder Geschwindigkeit können den Erfolg des Projekts bestimmen.
Der FDM-Druck mit auflösbaren Stützstrukturen bietet ein Gleichgewicht zwischen Kosten und Funktionalität für mechanische Prototypen. Die geometrische Freiheit ermöglicht die Erstellung von Formen, die für die fluiddynamische Effizienz optimiert sind und mit traditionellen Bearbeitungsverfahren unmöglich wären.
Der Print-in-Place-Ansatz mit manuellen Eingriffen erfordert eine genaue Planung. Die dreidimensionale Kurve der Hülle eliminiert die Notwendigkeit für externe Stützstrukturen, legt aber Einschränkungen für die Druckreihenfolge fest. Jede Pause zum Einsetzen von Komponenten muss auf der exakten Ebene programmiert werden.
Drucksequenz der Pumpe
- Basis und untere Hülle: kontinuierlicher Druck bis zur Lagerhöhe.
- Lagereinbau: programmierte Pause zum Platzieren des Lagers und der O-Ringe.
- Filamentwechsel: Übergang zu auflösbarem Material für innere Stützen des Laufrads.
- Fertigstellung: Druck des oberen Teils mit Rückkehr zum Hauptfilament.
Druckbare mechanische Systeme: Gestaltung ab der ersten Schicht
Die Umsetzung funktionaler mechanischer Systeme erfordert integrierte Designentscheidungen bereits bei der CAD-Modellierung. Die Geometrie muss nicht nur die Endfunktionalität berücksichtigen, sondern auch die Drucksequenz und die Punkte für manuelle Eingriffe.
Das Design der Kreiselpumpe zeigt, wie 3D-Druck die Grenzen des reinen Prototypenbaus überwinden kann. Die Integration von handelsüblichen Komponenten während des Prozesses und der strategische Einsatz von auflösbaren Materialien eröffnen Möglichkeiten für komplexe Systeme, die ohne Spezialausrüstung realisierbar sind.
Versuche, während des Drucks ein Lager zu integrieren und verwende auflösbare Stützen: Überprüfe selbst den Unterschied zwischen einer traditionellen Montage und einem hybriden Print-in-Place-System.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Fragen & Antworten
- Wie ist es möglich, eine funktionale Kreiselpumpe in 3D als ein einziges Teil zu drucken?
- Es wird eine hybride Technik verwendet, die gezielte Eingriffe während des Drucks vorsieht, wie das Einsetzen von Lagern und O-Ringen in der Mitte des Prozesses und die Verwendung von auflösbaren Stützen in kritischen Zonen. Dieser Ansatz reduziert die Anzahl der Teile und eliminiert die Nachmontage der komplexen mechanischen Komponenten.
- Welche Rolle spielen die auflösbaren Stützen bei der Herstellung der Pumpe?
- Die auflösbaren Stützen ermöglichen die Erstellung komplexer innerer Geometrien, wie den Raum zwischen Rotor und Gehäuse, und lassen den Rotor nach dem Entfernen frei drehen. Sie werden mit automatischem Filamentwechsel gedruckt und benötigen etwa drei Tage zum Auflösen, um eine vollständige Entfernung ohne Beschädigung der Oberflächen zu gewährleisten.
- Warum wird nach dem Drucken eine Epoxidharzbeschichtung aufgetragen?
- Die Epoxidharzbeschichtung versiegelt die für den FDM-Druck typischen Mikroporositäten und schafft eine wasserdichte Barriere, die für Systeme, die Flüssigkeiten unter Druck verarbeiten, unerlässlich ist. Diese Behandlung verbessert die mechanische Festigkeit der Wände und wandelt das Kunststoffprototyp in ein funktionales Gerät um.
- In welchem Zeitpunkt der Drucksequenz wird das Lager eingefügt?
- Das Lager wird während einer programmierten Pause auf der genauen Ebene platziert, nach dem Drucken der Basis und des unteren Gehäuses und vor dem Filamentwechsel für die auflösbaren Stützen des Rotors. Es ist entscheidend, den Eingriffspunkt genau zu planen, um die korrekte Funktion des Systems zu gewährleisten.
- Welche Vorteile bietet die dreidimensionale gekrümmte Geometrie von Rotor und Gehäuse?
- Die dreidimensionalen Krümmungen verbessern die fluiddynamische Effizienz der Pumpe und ermöglichen den Druck ohne externe Stützen. Diese Geometrie legt jedoch Einschränkungen an die Drucksequenz fest und erfordert den Einsatz auflösbaren Stützen, um Störungen mit dem Druckkopf zu vermeiden.


