Zwei Drähte anstelle von einem: Wie der Multi-Draht-Abtrag den Metall-3D-Druck beschleunigt
Das Drucken von Metallstrukturen, die sieben Meter groß sind, erfordert Zeit, sehr viel Zeit. Aber was, wenn es ausreichen würde, einen zweiten Draht hinzuzufügen, um die Wartezeit zu halbieren, während die Qualität des Endteils unverändert bleibt?
Zitierte Patente
- SYSTEME UND VERFAHREN ZUR ERHÖHUNG DER ABSCHIEDSRATEN DURCH VERWENDUNG MEHRERER ZUSATZDRÄHTE UND ABSCHIEDUNG — 21. Januar 2026
Der metallische 3D-Druck mit Draht (wire-DED) gewinnt in Branchen wie Luft- und Raumfahrt sowie Energie an Bedeutung, wo große Bauteile aus Titan oder Stahl mit weniger Verschwendung als bei traditionellen Bearbeitungsverfahren hergestellt werden müssen. Unternehmen wie Norsk Titanium und Airbus verwenden bereits Drahtprozesse, um Near-Net-Shape-Vorformen von Strukturbauteilen zu bauen und damit die ungünstigen Buy-to-Fly-Verhältnisse typischer Zerspanungsverfahren zu reduzieren. Der Nachteil? Die Ablagerungsgeschwindigkeit bleibt der Hauptengpass.
Welches Problem wird gelöst
Der traditionelle metallische 3D-Druck leidet unter einer geringen Ablagerungsgeschwindigkeit, die seine Anwendbarkeit bei hochvolumigen Fertigungen einschränkt.
Bei herkömmlichen wire-DED-Prozessen wird ein einzelner Metalldraht in ein Schmelzbad (Schweißbad) eingespeist, das von einer Energiequelle – Laser, elektrischer Lichtbogen oder Plasma – erzeugt wird. Der Draht schmilzt und wird entlang des Weges des Druckkopfs abgelagert und baut das Werkstück Schicht für Schicht auf. Die Physik des Prozesses erzwingt jedoch strenge Grenzen: Die Geschwindigkeit, mit der der Draht in das Bad eingespeist werden kann, hängt von der zugeführten Energiemenge und der Bewegungsgeschwindigkeit des Kopfes ab. Das Überschreiten dieser Grenzen führt zu Ablagerungsfehlern wie unvollständigem Schmelzen oder Porosität.
Das Ergebnis ist, dass der Bau großer Bauteile – wie struktureller Halterungen für die A350 oder Fundamentblöcke für die Energieindustrie – Zehn- oder Hunderte von Druckstunden erfordert. Für industrielle Hochvolumenanwendungen macht diese Langsamkeit die Technologie im Vergleich zu etablierten Prozessen wenig wettbewerbsfähig, selbst wenn die Materialeinsparung erheblich wäre.
Die Idee in 60 Sekunden
Die Verwendung von zwei Metall-drähten anstelle von einem ermöglicht es, die pro Zeiteinheit abgelagerte Materialmenge zu verdoppeln, während die Qualitätskontrolle durch fortschrittliche rechnergestützte Modelle gewährleistet bleibt.
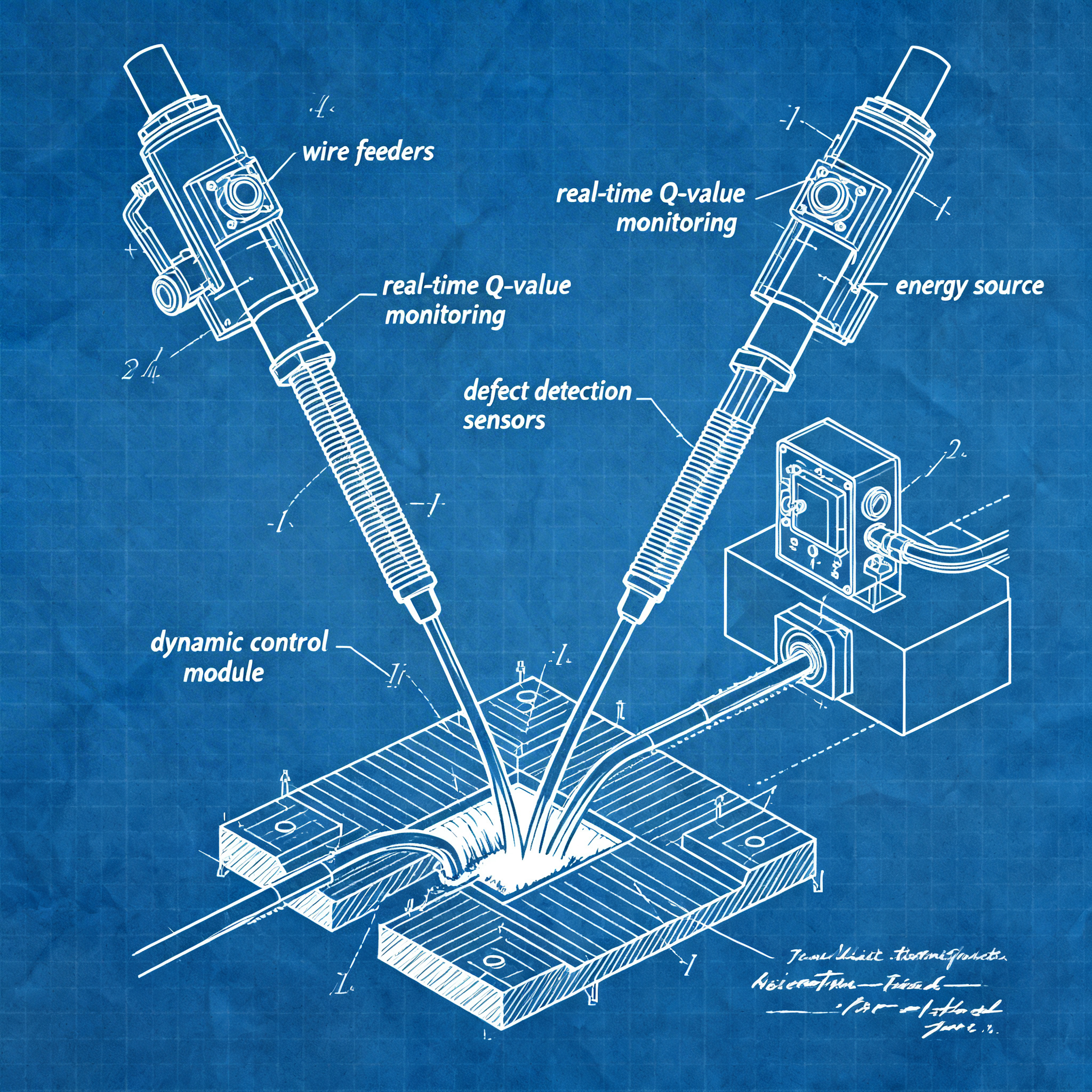
Das Patent SYSTEMS AND METHODS FOR INCREASING DEPOSITION RATES USING MULTIPLE FEED WIRES AND DEPOSITION führt einen direkten Ansatz ein: Einen zweiten Draht zum Prozess hinzuzufügen. Der erste Draht (Elektrodendraht) liefert weiterhin elektrische Energie an das Schmelzbad, genau wie bei herkömmlichen Systemen. Der zweite Draht wird in dasselbe Bad eingespeist, dient jedoch ausschließlich zur Ablagerung von Zusatzmaterial, ohne zum Energieeintrag beizutragen.
Der Schlüssel liegt in der dynamischen Steuerung: Ein mathematisches Modell berechnet in Echtzeit die optimale Vorschubgeschwindigkeit des zweiten Drahts in Abhängigkeit von der zugeführten elektrischen Leistung, der Bewegungsgeschwindigkeit des Kopfes und der Geschwindigkeit des ersten Drahts. Das Modell basiert auf einem Parameter namens “Q-Wert”, der das Verhältnis zwischen zugeführter Energie und abgelagertem Material darstellt. Durch Halten dieses Werts innerhalb definierter Grenzen vermeidet das System Ablagerungsfehler und maximiert die Rate des abgelagerten Materials.
Das Patent beschreibt auch den Einsatz von Sensoren, um mögliche Fehler an den Rändern der abgelagerten Schweißnaht zu erkennen und die Parameter während des Drucks weiter zu optimieren. In einigen Konfigurationen können die beiden Drähte aus unterschiedlichen Legierungen bestehen, was den Bau von Strukturen mit entlang des Teils variablen Eigenschaften ermöglicht.
Was sich wirklich ändert (greifbare Verbesserungen)
Die Bauprozesszeiten halbieren sich ohne Genauigkeitsverluste; das System kann auch Parameter während des Betriebs optimieren.
Die offensichtlichste Beschleunigung liegt in der Geschwindigkeit: Das gleichzeitige Speisen zweier Drähte im Schmelzbad verdoppelt theoretisch die Abscheidungsrate bei gleicher zugeführter Energie. Das bedeutet, dass eine Komponente, die 100 Stunden Druckzeit benötigte, in 50 Stunden fertiggestellt werden könnte, was direkte Auswirkungen auf die Produktionskosten und den Durchsatz der Anlagen hat.
Die dynamische Steuerung auf Basis mathematischer Modelle ermöglicht es dem System, die Geschwindigkeit des zweiten Drahtes während des Drucks kontinuierlich anzupassen und Schwankungen in den Betriebsbedingungen – wie Schwankungen der Laserleistung oder der thermischen Umgebung des Bauteils – auszugleichen. Dies reduziert die Notwendigkeit manueller Kalibrierungen und erhöht die Wiederholbarkeit des Prozesses, was für regulierte Branchen wie die Luft- und Raumfahrt von entscheidender Bedeutung ist.
Die Möglichkeit, zwei verschiedene Legierungen zu verwenden, eröffnet interessante Szenarien für funktional graduierte Komponenten: beispielsweise Beschichtungen mit verschleißfesten Oberflächen und zäheren Kernen oder Teile mit Zonen hoher thermischer Leitfähigkeit in Kombination mit isolierenden Zonen. Dies würde die Notwendigkeit der Montage von Multi-Material-Komponenten eliminieren und die Zeiten und Kosten für die Nachbearbeitung reduzieren.
Aus Sicht der Lieferkette verwendet das System weiterhin Standard-Metallstäbe, die bereits für die Industrieschweißung verfügbar sind. Es erfordert keine teuren Pulver für die Zerstäubung noch spezielle Beschaffungsketten und behält so die wirtschaftlichen Vorteile der Draht-DED gegenüber Pulverbettprozessen bei.
Beispiel in Unternehmen / am Markt
Ein Luft- und Raumfahrtunternehmen hat diese Technologie bereits getestet, um komplexe Metallkomponenten in kurzer Zeit mit hohen Qualitätsstandards herzustellen.
Das Patent erwähnt Anwendungsfälle nicht explizit, aber der industrielle Kontext der Draht-DED liefert klare Hinweise. Airbus verwendet bereits Draht-DED-Prozesse für strukturelle Komponenten des A350, wie Bereiche um die Cargo Door Surround, mit Abscheidungsgeschwindigkeiten im Bereich von Kilogramm pro Stunde. Die Einführung eines Zwei-Draht-Systems könnte diese Geschwindigkeiten auf das Doppelte bringen und die 3D-Druck-Technologie für noch größere Teile oder höhere Produktionsvolumen wirtschaftlich machbar machen.
Norsk Titanium, das einen proprietären Prozess namens Rapid Plasma Deposition verwendet, um Titan-Komponenten für Boeing und Spirit AeroSystems herzustellen, könnte von einem Multi-Draht-System profitieren, um die Vorlaufzeiten weiter zu reduzieren und mit traditionellen Lieferketten zu konkurrieren. Im Energiebereich, wo Draht-DED für die Produktion großer Fundamente oder Turbinenkomponenten erforscht wird, würde die Verdopplung der Abscheidungsgeschwindigkeit die Technologie auch für Kleinserienproduktionen wettbewerbsfähig machen.
Aconity3D, ein deutscher Hersteller von Draht-DED-Systemen, hat kürzlich einen Multi-Material-Schweißkopf für sein AconityWIRE-System eingeführt, der bis zu drei verschiedene Materialien in einem einzigen Aufbau verwenden kann. Diese Lösung wird bereits an der Rosenheim Technical University of Applied Sciences für die Forschung an Multi-Material-Teilen eingesetzt. Die Integration eines Zwei-Draht-Systems mit dynamischer Steuerung könnte der nächste Schritt sein, um diese Fähigkeit in die industrielle Produktion zu bringen.
Trade-off und Grenzen
Die Zunahme der Komplexität erfordert Vorhersagesoftware und präzise Kalibrierungen; Fehler in den Modellen können zu strukturellen Mängeln führen.
Das Hinzufügen eines zweiten Drahtes bedeutet, die zu überwachenden Variablen zu verdoppeln. Das mathematische Modell muss komplexe Wechselwirkungen zwischen den beiden Drähten, dem Schmelzbad und dem Substrat berücksichtigen. Wenn das Modell Umgebungsvariablen – wie die Temperatur des Bauteils oder Änderungen in der Drahtzusammensetzung – nicht korrekt berücksichtigt, können Defekte wie Porosität, unvollständige Schmelze oder thermische Verzerrungen auftreten.
Das System erfordert zusätzliche Sensoren, um die Qualität der Ablage in Echtzeit zu überwachen und Defekte an den Rändern der Schweißnaht zu erkennen. Dies erhöht die Anfangskosten der Anlage und erfordert spezifische Kenntnisse für die Integration und Wartung. Die anfängliche Kalibrierung des Systems ist komplexer als bei einem Ein-Draht-Prozess und erfordert möglicherweise wochenlanges Testen, um die Parameter für jede Kombination von Materialien und Geometrien zu optimieren.
Aus Sicherheitssicht erhöht die Verwendung von zwei Drähten das Risiko mechanischer Kollisionen zwischen den Feeder-Einheiten, insbesondere bei komplexen Geometrien oder variablen Ablagewinkeln. Das Patent gibt nicht an, wie diese Situationen bewältigt werden, was die Frage der Robustheit des Systems unter realen Betriebsbedingungen offen lässt.
Schließlich führt die Möglichkeit, zwei verschiedene Legierungen zu verwenden, zu metallurgischen Herausforderungen: eine unkontrollierte Mischung der Legierungen im Schmelzbad könnte unerwünschte Phasen oder unvorhersehbare mechanische Eigenschaften erzeugen. Die Kontrolle der endgültigen chemischen Zusammensetzung erfordert noch ausgefeiltere Modelle und könnte die verwendbaren Materialkombinationen einschränken.
articolo scritto con l'ausilio di sistemi di intelligenza artificiale
Fragen & Antworten
- Was ist der Hauptvorteil der Verwendung von zwei Drähten anstelle von einem beim Metall-3D-Druck?
- Der Hauptvorteil ist die Verdopplung der Materialablagegeschwindigkeit, wodurch die Produktionszeiten halbiert werden, ohne die Qualität des Endbauteils zu beeinträchtigen.
- Wie funktioniert die dynamische Steuerung des zweiten Drahtes im Zwei-Draht-Prozess?
- Ein mathematisches Modell berechnet in Echtzeit die optimale Zuführungsgeschwindigkeit des zweiten Drahtes basierend auf Parametern wie elektrischer Leistung, Geschwindigkeit des Schweißkopfes und Betriebsbedingungen und hält den 'Q-Wert' innerhalb definierter Grenzen, um Defekte zu vermeiden.
- Was sind die wichtigsten industriellen Anwendungen des Multi-Draht-Wire-DED?
- Die wichtigsten Anwendungen sind in den Sektoren Luftfahrt und Energie zur Herstellung großer struktureller Komponenten wie Halterungen, Fundamenten und Flugzeugteilen, wo ein hohes Verhältnis der Reduzierung von Materialverschwendung gefordert ist.
- Welche wirtschaftlichen und produktiven Vorteile bringt die Verwendung der Doppeldraht-Technologie?
- Sie ermöglicht die Halbierung der Produktionszeiten, die Reduzierung der Betriebskosten und die Steigerung des Durchsatzes, wodurch das Metall-3D-Drucken im Vergleich zu traditionellen Methoden wettbewerbsfähiger wird, insbesondere für Kleinserienproduktionen oder Großkomponenten.
- Was sind die Hauptgrenzen und Herausforderungen der Multi-Draht-Technologie, die im Patent beschrieben werden?
- Zu den Grenzen gehören die größere Komplexität der Parametersteuerung, das Risiko von strukturellen Defekten bei ungenauen Modellen, die steigenden Anfangskosten für Sensoren und Kalibrierungen sowie mögliche mechanische Sicherheitsprobleme aufgrund der Präsenz von zwei Drähten.


