Motion Control Scalable pour Imprimantes 3D Industrielles : Guide Pratique
L'avenir du contrôle du mouvement dans les imprimantes 3D industrielles passe par une approche modulaire et scalable, bien loin des contrôleurs monolithiques classiques. Dyze Design a breveté un système qui sépare les “ blocs ” de contrôle du mouvement, permettant aux constructeurs de réutiliser la même base sur plusieurs modèles en changeant uniquement les modules nécessaires.
Architecture Matérielle Modulaire
Un système de motion control scalable repose sur une structure matérielle flexible et répétable, conçue pour s'adapter à différentes configurations mécaniques sans repartir de zéro.
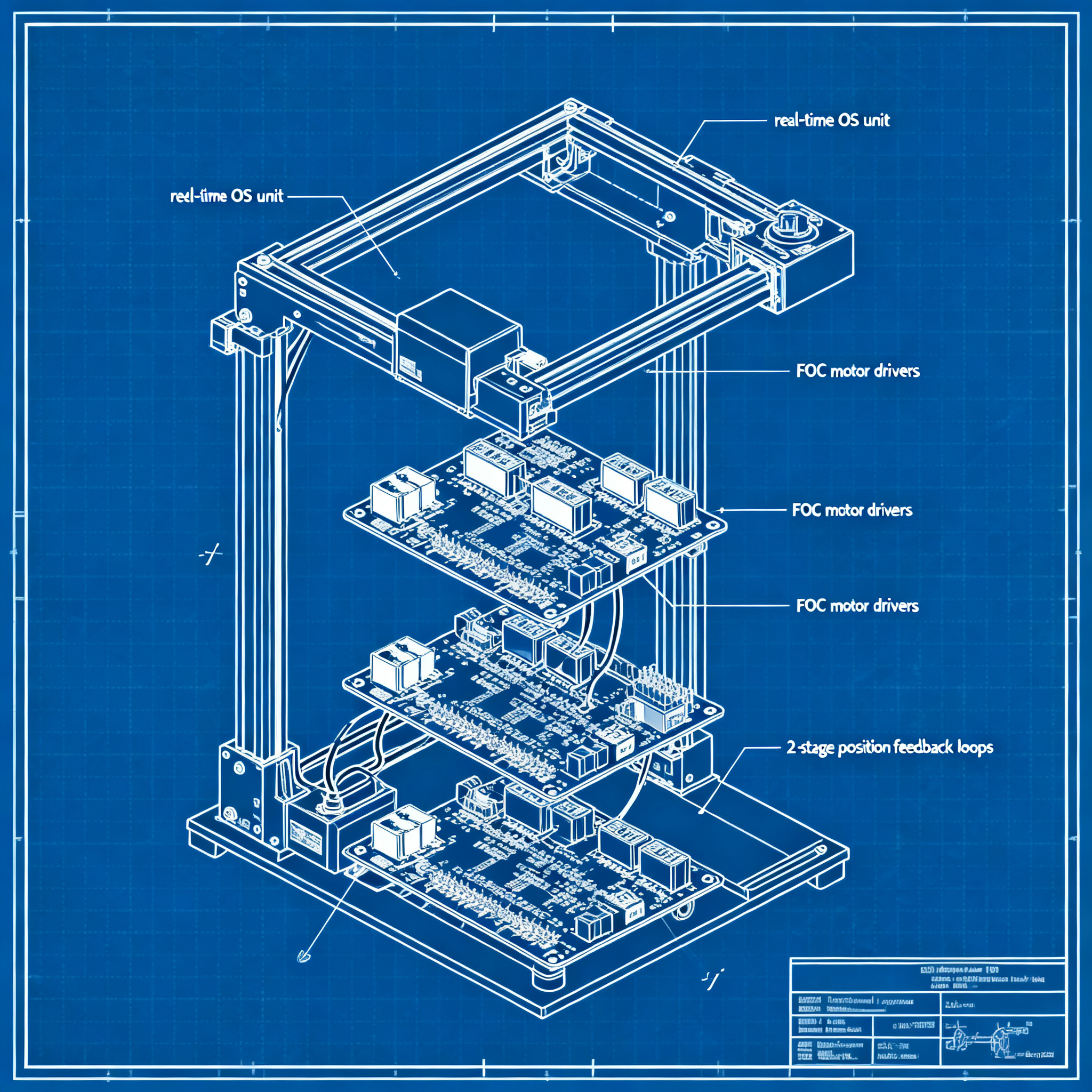
Le contrôleur Aurora de Dyze Design remplace le contrôleur traditionnel par une plateforme intégrée composée d'unités principales et de cartes d'extension connectées en cascade. Le contrôleur principal intègre un système d'exploitation temps réel et un planificateur de mouvement avancé.
Les cartes supplémentaires gèrent les E/S, les capteurs, les extrudeurs multiples et les actionneurs. Cette structure rend l'architecture adaptable aux imprimantes cartésiennes, aux portiques à grande échelle, aux bras robotiques ou aux systèmes personnalisés.
- Réutilisation de la même base de contrôle sur plusieurs modèles de machines
- Mises à jour de la plateforme sans repenser toute l'électronique
- Adaptabilité à divers scénarios de production, du grand format aux systèmes multi-axes
Les fabricants de machines peuvent configurer rapidement de nouvelles variantes. Passer d'une configuration cartésienne à un bras robotique ne nécessite que le remplacement des modules spécifiques, pas de l'ensemble du système de contrôle.
Gestion du feedback à deux étages
La mise en œuvre d'un feedback de position en deux phases augmente considérablement la précision du contrôle, en particulier dans les applications industrielles haute définition.
Le feedback de position à 2 étages représente l'un des points clés du système. Chaque moteur dispose de sa propre boucle de feedback locale. Un second niveau de synchronisation coordonne l'ensemble des axes.
Le contrôleur peut détecter rapidement les déviations, les pertes de pas et les problèmes de synchronisation. L'intervention se produit avant que les erreurs ne se traduisent par des rebuts d'impression, un aspect crucial sur les machines à grand format ou multi-axes.
Le feedback à deux niveaux sépare le contrôle local du moteur unique de la synchronisation globale des axes. Cela permet des corrections rapides sans compromettre la coordination globale du mouvement.
Les contrôleurs FOC dédiés à chaque moteur gèrent le feedback de l'encodeur et réagissent en temps réel. Cette approche nécessite un matériel plus coûteux que les simples pilotes pas à pas avec contrôle step/direction, mais garantit une précision supérieure.
Expansion et mises à jour dans le temps
La modularité permet d'étendre ou de mettre à jour des fonctions individuelles sans avoir à remplacer l'ensemble du système, réduisant ainsi les coûts opérationnels et les temps d'arrêt.
Aurora accepte le G-code de n'importe quel slicer et fonctionne avec le matériel existant. Cette compatibilité permet des intégrations progressives sans bouleverser le flux de travail de production.
Le Reactive Motion Planner modifie en temps réel des paramètres tels que la vitesse, le débit ou la ventilation en réponse aux données des capteurs. Le système passe d'un contrôle “ ouvert ” à une surveillance constante du processus qui s'ajuste automatiquement pour maintenir une qualité constante.
Processus de mise à niveau modulaire
- Évaluation : Identifier les modules à mettre à jour en fonction des besoins de production spécifiques.
- Remplacement : Installer les nouvelles cartes d'extension en conservant le contrôleur principal existant.
- Configuration : Mettre à jour les paramètres logiciels sans modifier l'architecture globale du système.
Le moteur d'analyse cloud génère des rapports post-impression, des visualisations 3D et des PDF récapitulatifs pour chaque job. Cette intégration permet moins d'interventions manuelles et des décisions basées sur des données concrètes.
La séparation entre le contrôleur principal et les modules extensibles permet une maintenance ciblée. Remplacer une carte d'E/S défectueuse ne nécessite pas d'arrêts prolongés de la machine ni une reprogrammation complète du système.
Conclusion
Un système modulaire de contrôle de mouvement n'est pas seulement plus efficace, mais représente la seule voie praticable pour faire face à l'évolution des machines d'impression additive. La capacité d'adapter rapidement le même système à différentes configurations mécaniques réduit les délais de développement et les coûts d'ingénierie.
La rétroaction à deux niveaux et la planification réactive du mouvement garantissent une précision et une qualité constantes. L'architecture extensible protège l'investissement dans le temps, permettant des mises à jour ciblées sans remplacements complets.
Évaluez dès maintenant l'intégration d'une architecture modulaire dans votre prochaine mise à niveau matérielle. La scalabilité du système sera récompensée en termes de flexibilité de production et de réduction des coûts opérationnels.
article écrit à l'aide de systèmes d'intelligence artificielle
Questions & Réponses
- Quel est le principe fondamental de l'architecture modulaire pour le contrôle du mouvement dans les imprimantes 3D industrielles ?
- L'architecture modulaire repose sur la séparation des 'blocs' de contrôle du mouvement, permettant la réutilisation de la même base sur plusieurs modèles en changeant uniquement les modules nécessaires. Cette approche permet une plus grande flexibilité et scalabilité par rapport aux contrôleurs monolithiques traditionnels.
- Comment fonctionne le système de rétroaction à deux niveaux implémenté dans le contrôleur Aurora ?
- Le système de rétroaction à deux niveaux prévoit une boucle de rétroaction locale pour chaque moteur et un second niveau de synchronisation globale des axes. Cela permet de détecter rapidement les déviations et de les corriger en temps réel, améliorant la précision et réduisant les erreurs d'impression.
- Quels sont les principaux avantages de l'utilisation d'une architecture modulaire comme celle d'Aurora ?
- Les avantages incluent la réutilisation du même contrôle de base sur plusieurs modèles, des mises à jour de la plateforme sans repenser l'électronique et l'adaptabilité à différentes configurations mécaniques. De plus, cela permet une maintenance ciblée et réduit les temps d'arrêt lors des mises à niveau.
- Comment le contrôleur Aurora s'intègre-t-il aux systèmes existants ?
- Aurora est compatible avec n'importe quelle trancheuse qui génère du G-code et peut fonctionner avec le matériel existant. Cette rétrocompatibilité permet des intégrations progressives sans bouleverser le flux de production, facilitant l'adoption du système même sur les machines déjà en utilisation.
- Quel est le rôle du Reactive Motion Planner dans le système Aurora ?
- Le Reactive Motion Planner modifie en temps réel des paramètres tels que la vitesse, le débit et la ventilation en réponse aux données des capteurs. Cette transition d'un contrôle ouvert à une surveillance constante du processus permet de maintenir une qualité d'impression constante et de réagir automatiquement aux variations du processus.


