Cold Spray : métaux sans fusion ?
Le Cold Spray est une technologie de dépôt métallique qui exploite la vitesse supersonique des particules pour créer des composants sans altérer leur structure originale. Les particules métalliques sont accélérées à plus de 1000 m/s et se fusionnent mécaniquement au support grâce à l'énergie cinétique de l'impact, préservant les propriétés du matériau de base.
La physique de l'impact supersonique
Le processus repose sur l'accélération des particules métalliques à des vitesses élevées via des gaz comprimés, en évitant le chauffage.
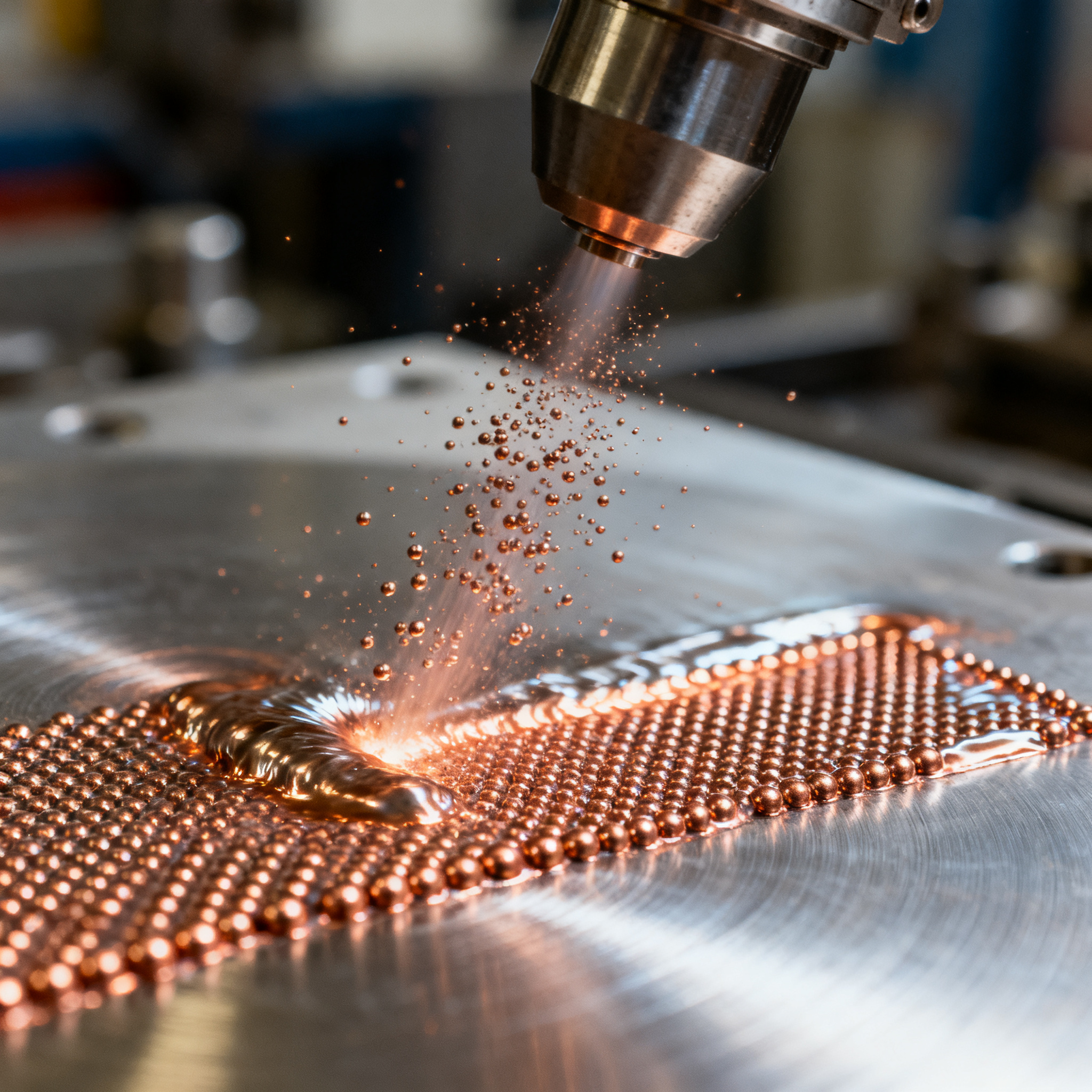
La buse du système Cold Spray expulse des particules métalliques à des vitesses supérieures à 1000 m/s. Cette accélération supersonique fournit l'énergie cinétique suffisante pour faire adhérer les particules au support lors de l'impact.
Le processus utilise des gaz comprimés pour accélérer les particelles sans les amener au point de fusion. La structure et les propriétés originales du métro restent inchangées, en évitant les modifications causées par les changements de phase typiques de la fusion, de la forge ou de la coulée.
- Vitesse des particules : supérieure à 1000 m/s (supersonique)
- Température : en dessous du point de fusion du matériau
- Taux de dépôt : jusqu'à 10 kg/heure pour les applications à haute pression
Fusion mécanique sans chaleur
L'adhésion se produit grâce à l'énergie cinétique de l'impact, qui déforme plastiquement les particules et les soude au substrat.
L'impact à haute vitesse génère une déformation plastique des particelles métalliques. Cette déformation crée une liaison mécanique avec le substrat sans nécessiter de fusion thermique du matériau.
Les particelles se déposent en couches successives appelées “ beads ”. La stratégie de dépôt prévoit l'alignement des centres des couches inférieures avec les bords de celles supérieures, créant une structure entrelacée similaire à la disposition des briques en maçonnerie.
Le processus préserve les caractéristiques microstructurales du matériau d'origine. Aucune altération due à des cycles thermiques agressifs ne se produit, rendant la technologie particulièrement adaptée aux matériaux sensibles à la chaleur comme le titane et le cuivre.
Précision robotique dans les trajectoires de dépôt
Les bras robotiques déplacent la buse avec une précision micrométrique pour construire des géométries complexes couche par couche.
Un bras robotique positionne et oriente la buse pendant le processus de dépôt. Un contrôleur programmable envoie des commandes qui définissent la configuration du bras robotique, déterminant la position et l'orientation de la buse.
Ces commandes définissent la trajectoire des particelles métalliques éjectées à haute vitesse. Le processus de dépôt construit au fil du temps une couche externe de matériau qui entoure et se lie au support.
Séquence de dépôt
- Positionnement : Le contrôleur déplace le bras robotique pour orienter la buse vers la zone cible.
- Dépôt : Les particules métalliques sont éjectées à vitesse supersonique formant un “ bead ” de matériau.
- Stratification : Les couches successives sont entrelacées pour créer une structure cohésive et résistante.
La précision du système robotique permet de construire des géométries complexes. Des systèmes intégrés comme les plateformes Integrated Spray Booth combinent dépôt, gestion du matériau et extraction des poussières dans un environnement contrôlé.
Matériaux et applications industrielles
Cette technologie est compatible avec un vaste éventail de métaux, la rendant idéale pour la réparation et le prototypage industriel.
Le Cold Spray fonctionne avec divers matériaux métalliques dont le nickel, le titane, le cuivre et l'aluminium. La compatibilité avec des matériaux difficiles à usiner avec des technologies thermiques élargit les possibilités applicatives.
Les applications industrielles vont de la réparation de composants aérospatiaux à la production d'échangeurs de chaleur. Dans le secteur ferroviaire, il est utilisé pour réparer des composants sans les remplacer complètement. Dans le secteur Oil & Gas, les revêtements en aluminium déposés par Cold Spray offrent une protection contre la corrosion.
Aérospatiale et défense pour la réparation de turbines et de composants structurels, énergie pour l'extension de la durée de vie des pièces coûteuses, construction navale pour la protection contre la corrosion, propulsion spatiale pour les tuyères en cuivre avec des canaux de refroidissement intégrés.
La technologie réduit les temps de production de mois à jours pour les composants complexes. Une tuyère en cuivre pour moteurs de fusée peut être produite dans des délais considérablement réduits par rapport aux méthodes traditionnelles, même si la validation complète nécessite encore des tests sur des moteurs réels.
Conclusion
Le Cold Spray représente une approche innovante de la métallurgie additive, basée sur la dynamique des matériaux plus que sur la thermodynamique. La capacité de déposer du métal sans fusion préserve les propriétés originales et ouvre des possibilités pour les matériaux sensibles à la chaleur.
La combinaison de vitesse supersonique, de précision robotique et d'absence de fusion thermique redéfinit les frontières de la production métallique haute performance. Découvrez comment cette technologie peut transformer les processus de réparation et de production dans votre secteur industriel.
article écrit à l'aide de systèmes d'intelligence artificielle
Questions & Réponses
Comment se produit l’adhésion des particules dans le procédé de Cold Spray sans recourir à la fusion thermique ?
L’adhésion se produit grâce à l’énergie cinétique générée par l’impact supersonique des particules métalliques, qui dépassent 1000 m/s. Cette vitesse élevée provoque une déformation plastique des particules au moment du choc avec le substrat, créant une liaison mécanique solide. De cette façon, le procédé évite complètement de porter le matériau jusqu’à son point de fusion.
Quels sont les principaux avantages du Cold Spray par rapport aux procédés traditionnels de fusion métallique ?
Le Cold Spray préserve la microstructure et les propriétés mécaniques originales du métal, en évitant les altérations causées par les cycles thermiques agressifs typiques de la fusion. Cela le rend particulièrement adapté aux matériaux sensibles à la chaleur comme le titane et le cuivre. De plus, il permet de réduire significativement les temps de production pour les composants complexes.
Dans quels secteurs industriels la technologie Cold Spray trouve-t-elle des applications ?
La technologie est utilisée dans plusieurs secteurs stratégiques, notamment l’aérospatial et la défense pour la réparation de turbines, le secteur ferroviaire pour la remise en état de composants endommagés, et l’oil & gas pour des revêtements anticorrosion en aluminium. Elle est également employée dans la construction navale, dans le secteur de l’énergie pour prolonger la durée de vie de pièces coûteuses, et dans la propulsion spatiale pour la fabrication de tuyères en cuivre.
Quel est le rôle du système robotisé dans le procédé de Cold Spray ?
Un bras robotisé positionne et oriente la buse avec une précision micrométrique en suivant les trajectoires définies par un contrôleur programmable. Ce système permet de déposer les particules métalliques en couches successives appelées « beads », en les entrecroisant pour créer des géométries complexes et des structures cohésives similaires à la disposition des briques dans une maçonnerie.
Quels matériaux métalliques peuvent être utilisés dans le Cold Spray et quels paramètres régissent le procédé ?
Le Cold Spray est compatible avec un large éventail de métaux, dont le nickel, le titane, le cuivre et l’aluminium. Les paramètres clés incluent une vitesse des particules supérieure à 1000 m/s, une température de procédé maintenue en dessous du point de fusion du matériau et un taux de dépôt pouvant atteindre 10 kg/heure dans les applications à haute pression.


