Deux fils au lieu d'un : comment le dépôt multifil accélère l'impression 3D métallique
Imprimer des structures métalliques aussi grandes que sept mètres prend du temps, beaucoup de temps. Mais si l'ajout d'un deuxième fil pouvait diviser l'attente, tout en maintenant intacte la qualité de la pièce finale ?
Brevets cités
- SYSTÈMES ET PROCÉDÉS POUR AUGMENTER LES TAUX DE DÉPÔT À L'AIDE DE PLUSIEURS FILS D'ALIMENTATION ET DE DÉPÔT — 21 janvier 2026
L'impression 3D métallique par fil (wire-DED) gagne du terrain dans des secteurs comme l'aérospatiale et l'énergie, où des composants de grande taille en titane ou en acier doivent être produits avec moins de gaspillage que les usinages traditionnels. Des entreprises comme Norsk Titanium et Airbus utilisent déjà des procédés par fil pour construire des préformes near-net-shape de composants structurels, réduisant les rapports buy-to-fly défavorables typiques des usinages par enlèvement de matière. La limite ? La vitesse de dépôt reste le principal goulot d'étranglement.
Quel problème résout-il
L'impression 3D métallique traditionnelle souffre d'une faible vitesse de dépôt, ce qui limite son applicabilité dans les productions à haut volume.
Dans les procédés wire-DED conventionnels, un seul fil métallique est alimenté dans un bain de fusion (weld pool) créé par une source d'énergie – laser, arc électrique ou plasma. Le fil fond et se dépose le long du parcours de la tête d'impression, construisant la pièce couche après couche. La physique du procédé impose cependant des limites strictes : la vitesse à laquelle le fil peut être alimenté dans le bain dépend de la quantité d'énergie fournie et de la vitesse de déplacement de la tête. Dépasser ces limites entraîne des défauts de dépôt, tels que la non-fusion ou la porosité.
Le résultat est que la construction de composants de grande taille – comme les attaches structurelles pour l'A350 ou les socles pour l'industrie énergétique – nécessite des dizaines ou des centaines d'heures d'impression. Pour les applications industrielles à haut volume, cette lenteur rend la technologie peu compétitive par rapport aux procédés consolidés, même lorsque l'économie de matériau serait significative.
L'idée en 60 secondes
L'utilisation de deux fils métalliques au lieu d'un permet de doubler la quantité de matériau déposé par unité de temps, tout en maintenant le contrôle de la qualité grâce à des modèles computationnels avancés.
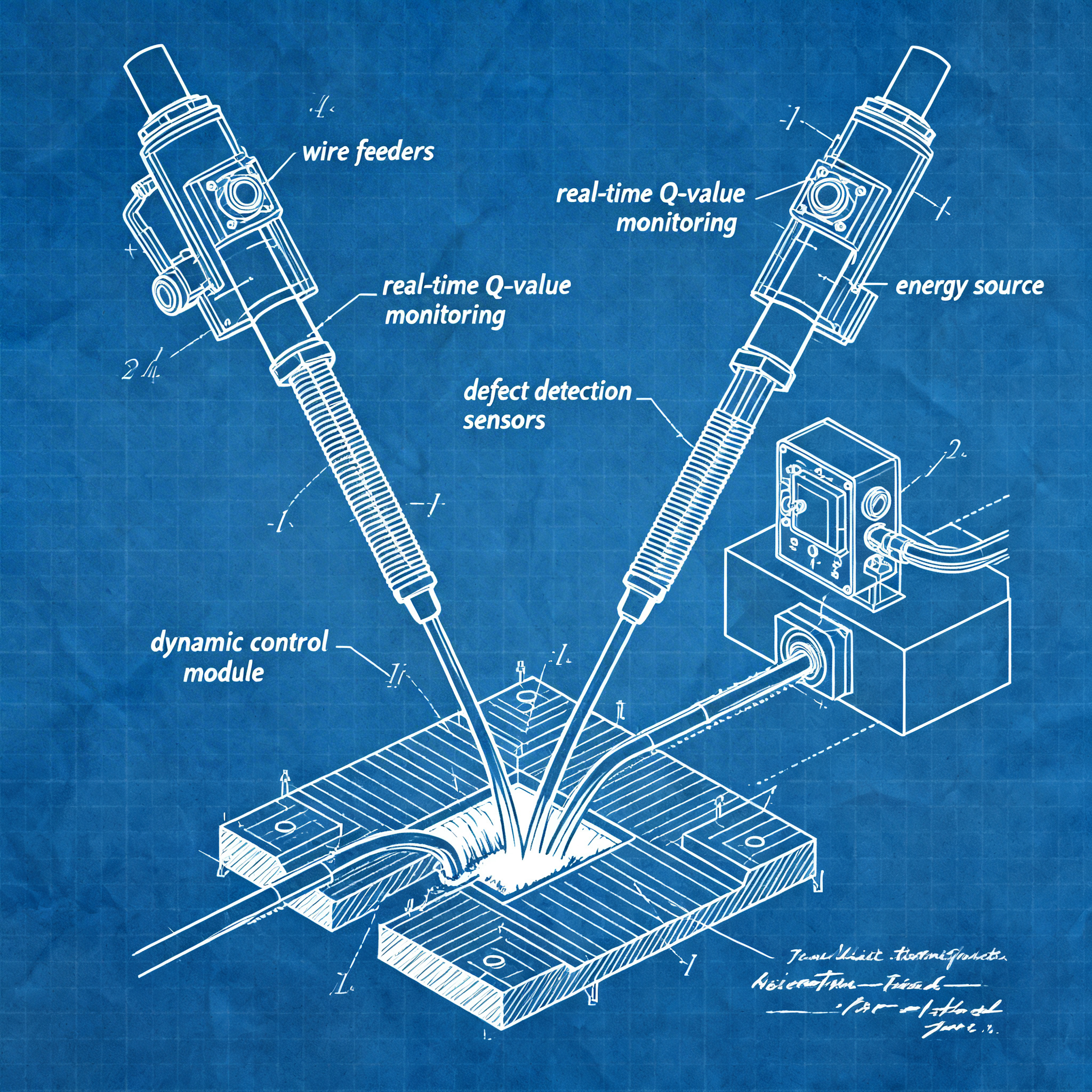
Le brevet SYSTEMS AND METHODS FOR INCREASING DEPOSITION RATES USING MULTIPLE FEED WIRES AND DEPOSITION introduit une approche directe : ajouter un deuxième fil au procédé. Le premier fil (electrode wire) continue de fournir de l'énergie électrique au bain de fusion, exactement comme dans les systèmes conventionnels. Le deuxième fil est alimenté dans le même bain, mais sert exclusivement à déposer du matériau supplémentaire, sans contribuer à l'apport énergétique.
La clé réside dans le contrôle dynamique : un modèle mathématique calcule en temps réel la vitesse optimale d'alimentation du deuxième fil en fonction de la puissance électrique fournie, de la vitesse de déplacement de la tête et de la vitesse du premier fil. Le modèle repose sur un paramètre appelé “ Q value ”, qui représente le rapport entre l'énergie fournie et le matériau déposé. En maintenant cette valeur dans des limites définies, le système évite les défauts de dépôt et maximise le taux de matériau déposé.
Le brevet décrit également l'utilisation de capteurs pour détecter d'éventuels défauts sur les bords du cordon déposé et optimiser davantage les paramètres pendant l'impression. Dans certaines configurations, les deux fils peuvent être en alliages différents, permettant de construire des structures avec des propriétés variables le long de la pièce.
Ce qui change vraiment (améliorations tangibles)
Les temps de construction sont divisés par deux sans perte de précision ; le système parvient également à optimiser les paramètres en cours d'opération.
L'augmentation la plus évidente est dans la vitesse : alimenter deux fils simultanément dans le bain de fusion double théoriquement le taux de dépôt, à énergie fournie égale. Cela signifie qu'un composant qui nécessitait 100 heures d'impression pourrait être terminé en 50 heures, avec des impacts directs sur les coûts de production et le débit des installations.
Le contrôle dynamique basé sur des modèles mathématiques permet au système d'adapter en continu la vitesse du deuxième fil pendant l'impression, compensant les variations des conditions opérationnelles – comme les fluctuations de la puissance du laser ou de l'environnement thermique de la pièce. Cela réduit la nécessité de calibrages manuels et augmente la répétabilité du processus, une exigence critique pour les secteurs réglementés comme l'aérospatiale.
La possibilité d'utiliser deux alliages différents ouvre des scénarios intéressants pour les composants fonctionnellement gradués : par exemple, des dépôts avec des surfaces résistantes à l'usure et des noyaux plus ductiles, ou des parties avec des zones à haute conductivité thermique combinées à des zones isolantes. Cela éliminerait la nécessité d'assembler des composants multi-matériaux, réduisant les temps et les coûts de post-traitement.
Du point de vue de la chaîne d'approvisionnement, le système continue d'utiliser des fils métalliques standard, déjà disponibles pour la soudure industrielle. Il ne nécessite ni poudres atomisées coûteuses ni chaînes d'approvisionnement spécialisées, conservant les avantages économiques de la wire-DED par rapport aux processus à lit de poudre.
Exemple en entreprise / sur le marché
Une entreprise aérospatiale a déjà testé cette technologie pour produire des composants métalliques complexes en temps réduits, tout en maintenant des normes de qualité élevées.
Le brevet ne cite pas explicitement des cas d'utilisation, mais le contexte industriel de la wire-DED fournit des indications claires. Airbus utilise déjà des processus wire-DED pour des composants structurels de l'A350, comme les zones autour du Cargo Door Surround, avec des vitesses de dépôt de l'ordre de kilogrammes par heure. L'adoption d'un système à double fil pourrait porter ces vitesses à des niveaux doubles, rendant économiquement viable l'utilisation de l'impression 3D pour des pièces encore plus grandes ou pour des volumes de production plus élevés.
Norsk Titanium, qui utilise un processus propriétaire appelé Rapid Plasma Deposition pour produire des composants en titane pour Boeing et Spirit AeroSystems, pourrait bénéficier d'un système multi-fils pour réduire davantage les délais de réalisation et rivaliser avec les chaînes d'approvisionnement traditionnelles. Dans le secteur énergétique, où la wire-DED est explorée pour produire de grandes fondations ou des composants pour turbines, le doublement de la vitesse de dépôt rendrait la technologie compétitive également pour les productions en petite série.
Aconity3D, fabricant allemand de systèmes wire-DED, a récemment introduit une tête multi-matériaux pour son système AconityWIRE, capable d'utiliser jusqu'à trois matériaux différents dans une seule construction. Cette solution est déjà utilisée à la Rosenheim Technical University of Applied Sciences pour la recherche sur les pièces multi-matériaux. L'intégration d'un système à double fil avec contrôle dynamique pourrait être l'étape suivante pour porter cette capacité en production industrielle.
Trade-off et limites
L'augmentation de complexité nécessite des logiciels prédictifs et des calibrations précises ; d'éventuelles erreurs dans les modèles peuvent causer des défauts structurels.
Ajouter un deuxième fil signifie doubler les variables à contrôler. Le modèle mathématique doit prendre en compte les interactions complexes entre les deux fils, le bain de fusion et le substrat. Si le modèle ne considère pas correctement les variables environnementales – comme la température de la pièce ou les variations dans la composition du fil – des défauts tels que la porosité, la non-fusion ou les distorsions thermiques peuvent apparaître.
Le système nécessite des capteurs supplémentaires pour surveiller en temps réel la qualité du dépôt et détecter les défauts sur les bords du cordon. Cela augmente les coûts initiaux de l'installation et requiert des compétences spécifiques pour l'intégration et la maintenance. La calibration initiale du système est plus complexe par rapport à un procédé à fil unique, et pourrait nécessiter des semaines de tests pour optimiser les paramètres pour chaque combinaison de matériaux et de géométries.
Du point de vue de la sécurité, l'utilisation de deux fils augmente le risque de collisions mécaniques entre les alimenteurs, en particulier dans des géométries complexes ou avec des angles de dépôt variables. Le brevet ne spécifie pas comment ces situations sont gérées, laissant la question de la robustesse du système en conditions opérationnelles réelles ouverte.
Enfin, la possibilité d'utiliser deux alliages différents introduit des défis métallurgiques : le mélange non contrôlé des alliages dans le bain de fusion pourrait produire des phases indésirables ou des propriétés mécaniques imprévisibles. Le contrôle de la composition chimique finale nécessite des modèles encore plus sophistiqués et pourrait limiter les combinaisons de matériaux utilisables.
article écrit à l'aide de systèmes d'intelligence artificielle
Questions & Réponses
- Quel est le principal avantage de l'utilisation de deux fils au lieu d'un dans l'impression 3D métallique ?
- Le principal avantage est le doublement de la vitesse de dépôt du matériau, réduisant de moitié les temps de production sans compromettre la qualité de la pièce finale.
- Comment fonctionne le contrôle dynamique du deuxième fil dans le procédé à double fil ?
- Un modèle mathématique calcule en temps réel la vitesse optimale d'alimentation du deuxième fil en fonction de paramètres comme la puissance électrique, la vitesse de la tête et les conditions opérationnelles, maintenant la 'Q value' dans des limites définies pour éviter les défauts.
- Quelles sont les principales applications industrielles de la wire-DED multi-fil ?
- Les principales applications se trouvent dans les secteurs aérospatial et énergétique, pour la production de composants structurels de grande taille comme les attaches, les socles et les pièces d'avions, où un haut taux de réduction du gaspillage de matériau est requis.
- Quels avantages économiques et productifs l'utilisation de la technologie à double fil apporte-t-elle ?
- Elle permet de diviser par deux les temps de production, de réduire les coûts opérationnels et d'augmenter le débit, rendant l'impression 3D métallique plus compétitive par rapport aux méthodes traditionnelles, en particulier pour les productions en petite série ou les composants de grande taille.
- Quels sont les principaux limites et défis de la technologie multi-fil décrite dans le brevet ?
- Les limites incluent une plus grande complexité dans le contrôle des paramètres, le risque de défauts structurels si les modèles ne sont pas précis, l'augmentation des coûts initiaux pour les capteurs et les calibrations, et d'éventuels problèmes de sécurité mécanique dus à la présence de deux fils.


